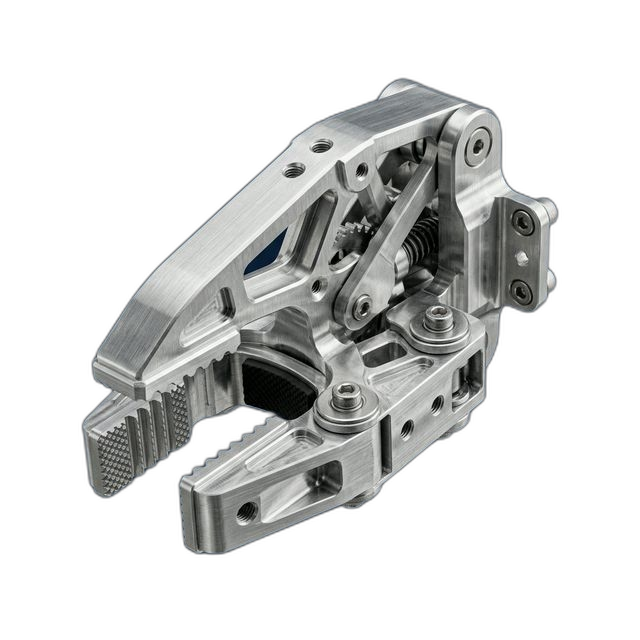
End Effector Gripper Jaw — 4140 Steel, Hardened to 45–50 HRC
A warehouse automation startup building a robotic pick-and-place system for e-commerce fulfillment needed hardened gripper jaws that grip reliably without damaging packaging. The jaws handle packages from 50g to 5kg and must survive millions of cycles before replacement.
The Challenge
The jaw face has a serrated grip pattern (0.5mm pitch knurl-style) that must be identical across left and right jaws to prevent package rotation during grip. The jaw pivot bore must hold ±0.0005" for backlash-free operation on the actuator pin. Quick-change locating features — 2 dowel pins + 1 bolt — must match the actuator interface within ±0.001". All of this in hardened 4140 steel at 45–50 HRC.
Our Approach
Machined jaws soft (pre-heat-treat), leaving 0.005" stock on pivot bore and dowel bores. Heat treated to 45–50 HRC. Post-heat-treat: finished bores with CBN tooling in a single setup. Grip pattern machined pre-heat-treat with a form tool for consistency. Made left and right jaws in matched pairs from the same heat treat batch for identical hardness.
The Result
First set reached 2.3 million cycles before replacement needed — more than double the 1 million cycle spec. Zero grip failures or package damage in the customer’s pilot deployment. Customer established a quarterly reorder schedule.
Why Hardened Steel Gripper Jaws Are Challenging
A gripper jaw seems straightforward — two matching pieces that clamp a package. But in high-cycle warehouse automation, the details matter enormously. The serrated grip pattern must be consistent across left and right jaws: if one jaw grips harder than the other, the package rotates during pick-up and the robot drops it. At 45–50 HRC, 4140 steel resists wear beautifully, but machining after heat treatment requires CBN tooling and careful process control.
The real difficulty is dimensional stability through heat treatment. Heat treating warps parts — bores go out of round, surfaces bow, and datum relationships shift. If you machine everything to final dimension before heat treating, you’ll be grinding everything back into spec afterward. That’s slow and expensive for a 100-piece order.
Pre- and Post-Heat-Treat Strategy
We split the machining into two phases, each designed to play to the process strengths:
- Pre-heat-treat: all features except critical bores. The jaw profile, serrated grip pattern, bolt clearance hole, and rough dowel/pivot bores were all machined in the soft state. The grip pattern was cut with a form tool — same tool, same depth, same feed rate — so every jaw in the batch has an identical serration profile. We left 0.005" stock on the pivot bore and both dowel bores to be finished after heat treating.
- Matched-pair heat treat batches. Left and right jaws were heat treated together in the same batch to ensure identical hardness. If the left jaw is 46 HRC and the right is 49 HRC, they’ll wear at different rates and the grip pattern degrades unevenly. Same batch = same thermal history = same hardness.
- Post-heat-treat: CBN boring in single setup. After heat treating, we re-fixtured each jaw on its datum surfaces and finished the pivot bore and both dowel bores with CBN tooling in one setup. CBN cuts hardened steel cleanly without inducing the heat that would cause bore distortion. Single-setup boring means all three bores are in perfect relationship to each other.
- Black oxide finish. Applied after all machining for corrosion resistance and a professional appearance. Black oxide doesn’t add measurable thickness, so bore tolerances aren’t affected.
Why 4140 Steel at 45–50 HRC
The customer considered several materials. Unhardened aluminum would wear too fast — the serration peaks would round off within 100,000 cycles. Tool steel like D2 would last longer but is expensive and difficult to machine in quantity. 4140 at 45–50 HRC hits the sweet spot: it’s tough enough to resist chipping, hard enough to maintain the serration profile through millions of cycles, and affordable enough for a 100-piece consumable order.
The quick-change design — 2 dowel pins and 1 bolt — lets the customer’s technicians swap worn jaws in under 60 seconds without recalibrating the robot. That’s critical for warehouse operations that run 20+ hours per day.
What the Customer Said
“We spec’d these jaws for a million cycles and they lasted 2.3 million. During our 90-day pilot we processed over 400,000 packages with zero grip failures and zero damage claims. The matched-pair approach was RivCut’s idea — it wasn’t something we’d thought of, but it made a measurable difference in grip consistency.”
By the Numbers
Upload Your CAD File
Get instant AI pricing, a free DFM review, and full documentation on every order.
No minimums · 100% Made in USA · Never brokered · Ships anywhere in the US