What Is a Chamfer?
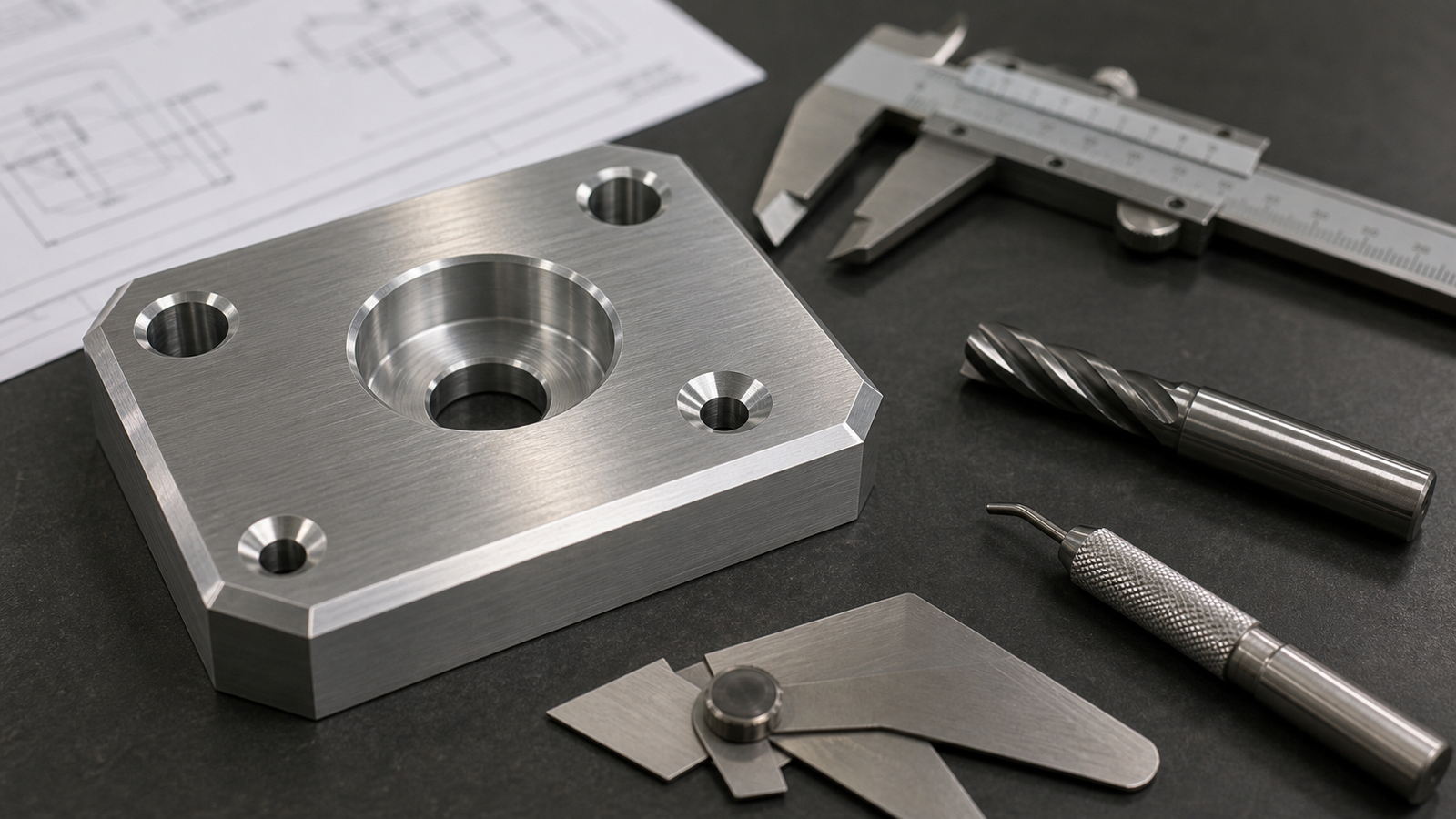
A chamfer is a flat, angled cut that removes a sharp edge. Picture the corner of a block. Instead of a sharp 90-degree edge, a chamfer cuts that corner at an angle, leaving a small flat surface. The most common angle is 45 degrees.
Chamfers are defined by two numbers: the angle and the width (or leg length). A "0.030 x 45° chamfer" means a 45-degree cut that extends 0.030 inches from the edge. Some drawings call out two unequal legs, like "0.020 x 0.040," for asymmetric chamfers.
You see chamfers everywhere in machined parts:
- The top of a bolt hole, so the screw head sits flush.
- The end of a shaft, so it slides into a bearing or bushing easily.
- The edge of a plate, to remove a sharp burr left by the milling cutter.
- Countersinks on fastener holes for flat-head screws.
What Is a Fillet?
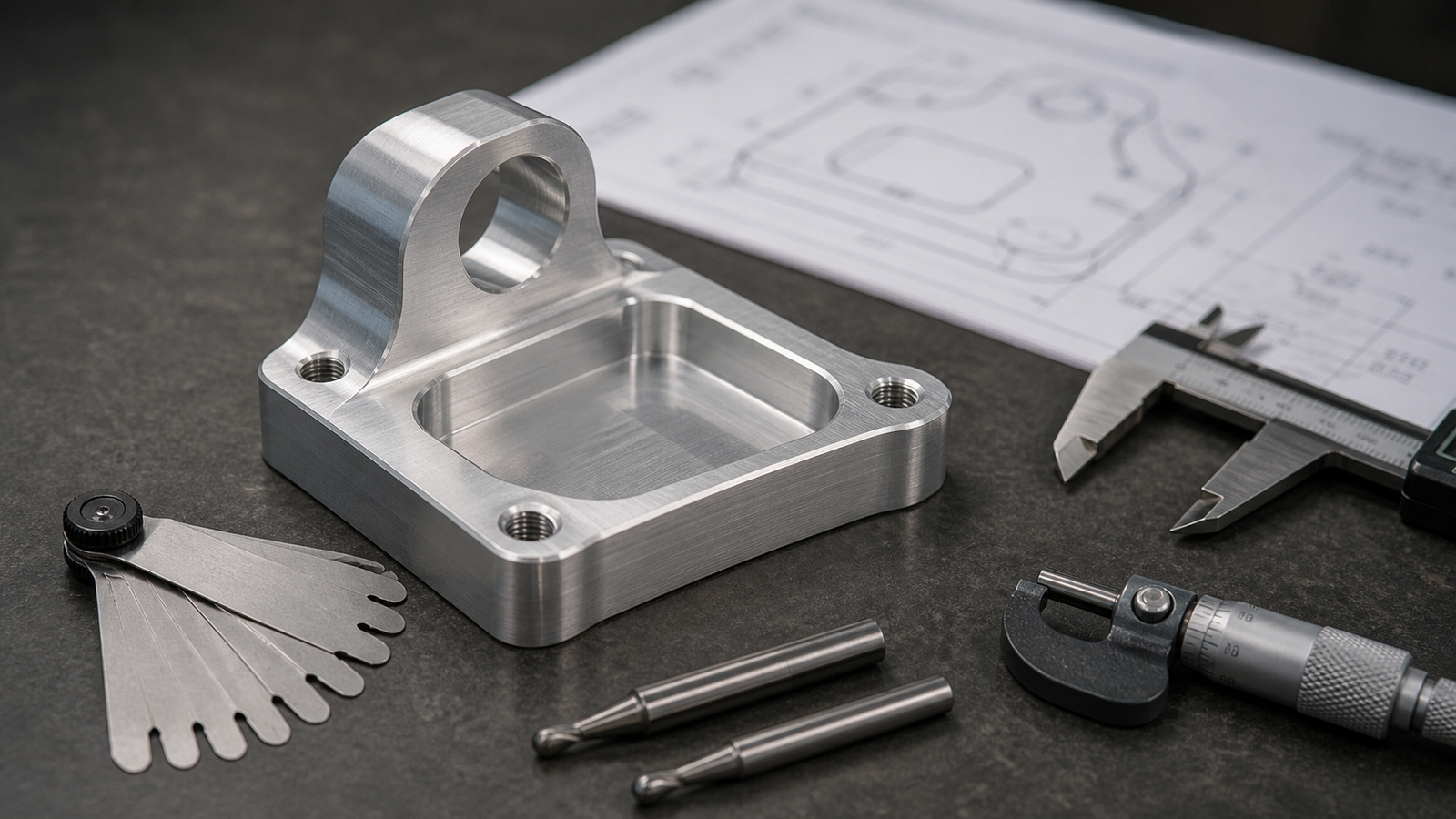
A fillet (pronounced "FILL-it") is a smooth, rounded curve that replaces a sharp corner. Instead of a flat angled cut, you get a quarter-circle (or other radius) that blends two surfaces together.
Fillets are defined by their radius. A "R0.125 fillet" means a rounded curve with a 0.125-inch radius. The larger the radius, the smoother and gentler the transition.
Fillets appear in two places on CNC parts:
- Internal corners: Inside a pocket or slot, where two walls meet. These fillets are unavoidable in CNC milling because the end mill is round. The smallest possible fillet equals the tool radius.
- External edges: On the outside of a part, added deliberately to reduce stress or improve feel. These require a ball end mill or a radius cutter.
Chamfer vs Fillet: Comparison Table
| Factor | Chamfer | Fillet |
|---|---|---|
| Shape | Flat angled cut (usually 45°) | Smooth rounded curve (radius) |
| Stress Reduction | Moderate (20–30% better than sharp corner) | Excellent (40–60% better than sharp corner) |
| Machining Tool | Chamfer mill or deburring tool | Ball end mill or radius cutter |
| Machining Time | Fast (single pass) | Slower (multiple passes at lower feed) |
| Cost per Edge | $0.25–$0.50 | $1.00–$3.00 |
| Assembly Benefit | Excellent (guides parts together) | Moderate |
| Deburring | Excellent (removes burrs cleanly) | Good (but may leave micro-burr at tangent) |
| Measurement | Easy (angle + leg length) | Harder (radius gauge or CMM needed) |
| Best For | External edges, holes, shafts | Internal corners, loaded features |
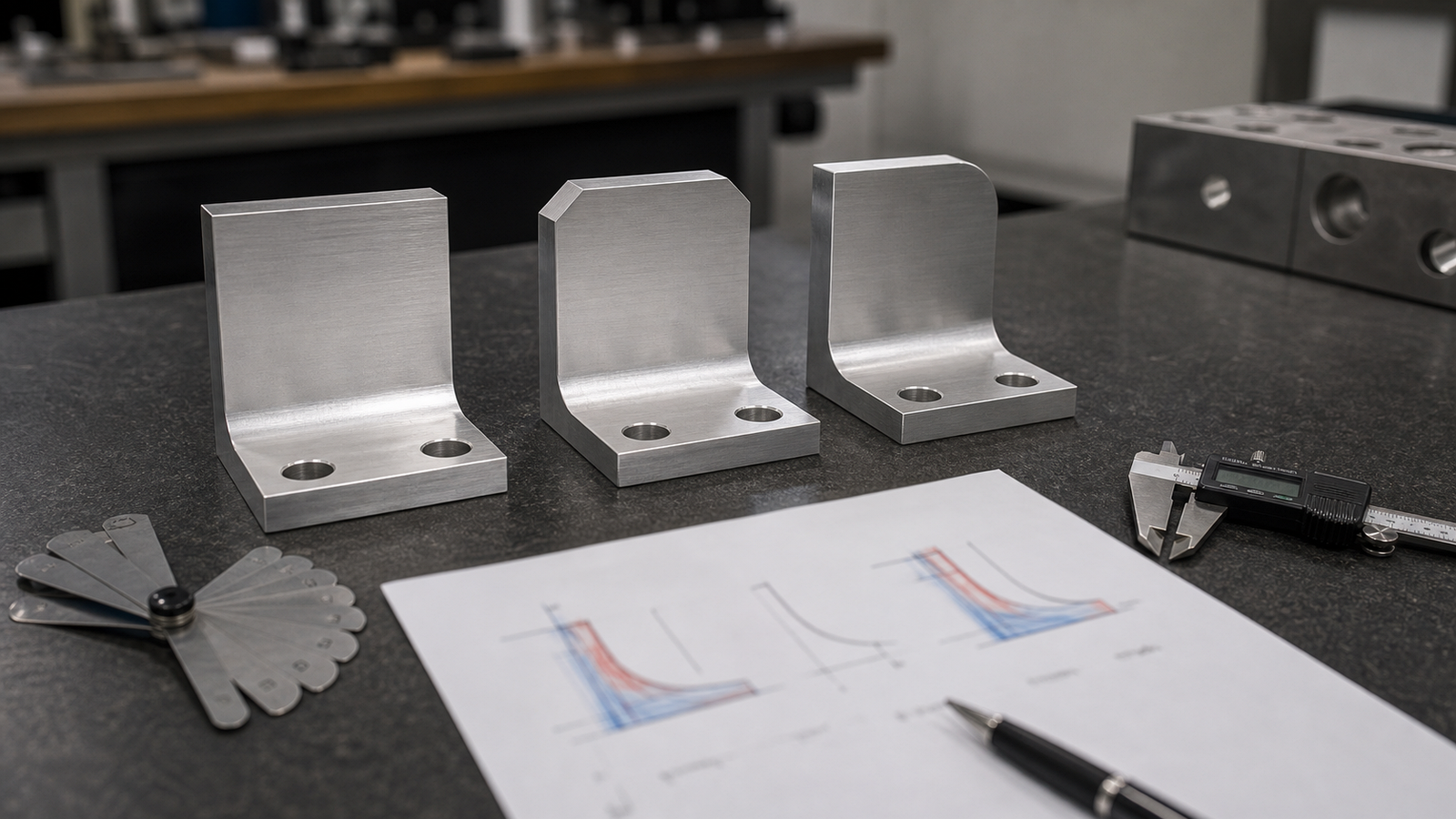
Stress Analysis: Why Fillets Win Under Load
Sharp corners are where parts fail. When a force pushes on a part, stress does not spread evenly. It piles up at the sharpest corner, like water funneling into a narrow drain. Engineers call this "stress concentration."
A sharp 90-degree internal corner can have a stress concentration factor of 3.0 or higher. That means the stress at the corner is three times higher than the average stress in the part. Cracks start at these corners. The part breaks.
How Fillets Help
A fillet spreads the stress over a larger area. The smooth curve acts like a ramp, guiding the stress around the corner instead of slamming into it. A fillet with a radius equal to 25% of the wall thickness can reduce the stress concentration factor from 3.0 down to about 1.5. That is a 50% drop in peak stress.
Bigger fillets help more. A radius equal to 50% of the wall thickness drops the factor to about 1.2. At that point, the corner is barely a stress concern at all.
How Chamfers Help (Less)
A chamfer reduces stress too, but not as much. Instead of a smooth curve, it replaces one sharp corner with two less-sharp corners. A 45-degree chamfer might drop the stress concentration factor from 3.0 to about 2.0. Better than nothing, but fillets do more.
Use fillets on any internal corner that carries load. Use the largest radius your design allows. A fillet radius of at least 1/3 the wall thickness gives a good balance of strength and machinability.
Cost Impact on CNC Parts
Edge treatments affect your part cost. Here is how:
Chamfers Are Cheap
- A chamfer mill cuts all the edges in a single pass around the part.
- The same tool works for most chamfer sizes (0.010 to 0.060 inches).
- No tool change is needed if the chamfer size stays consistent.
- Typical added cost: $0.25 to $0.50 per edge, or $2 to $5 per part for common parts with 8 to 12 edges.
Fillets Cost More
- External fillets need a ball end mill or radius cutter. These run at slower feed rates than flat end mills.
- Internal fillets in pockets are "free" if the radius matches the end mill radius. But if you need a specific radius smaller than the pocket tool, the shop must use a smaller tool and take extra passes. That adds time.
- Each different fillet radius may need a different tool. More tools means more tool changes and each change adds 30 to 90 seconds.
- Typical added cost: $1 to $3 per external fillet edge. Internal fillets that match the tool radius add zero cost.
On a part with 20 edges, choosing chamfers everywhere instead of fillets can save $15 to $50 per part. At 100 parts, that is $1,500 to $5,000. It adds up fast.
For a deeper look at how shops price every feature, read our guide on how to read CNC shop quotes.
CNC Machining Considerations
Internal Corners Always Have a Radius
This is the most important CNC design rule for beginners: you cannot mill a perfectly sharp internal corner. The end mill is round, so every internal corner will have a radius equal to the tool radius. A 0.250-inch (1/4") end mill leaves a 0.125-inch radius in every corner.
If you need a smaller internal radius, the shop must use a smaller tool. A 0.125-inch (1/8") end mill leaves a 0.0625-inch radius, but it is weaker, slower and more expensive to run. Avoid specifying internal radii smaller than 0.125 inches unless your design absolutely requires it.
External Fillets Need a Ball End Mill
External fillets on edges require a ball end mill or a bull-nose (corner radius) end mill. These tools cut slower than standard flat end mills. The shop must program a 3D toolpath that traces the curve, which takes more programming time and more machine time.
Chamfers Are Fast
A standard chamfer mill (also called a spot drill or countersink) can cut chamfers on edges and holes in one quick pass. Many shops run chamfer passes at 2 to 3 times the feed rate of finishing passes. The tool is stiff, the cut is light and the cycle time is minimal.
Tool Matching Saves Money
If all your internal fillets use the same radius, the shop can cut them all with one tool in one setup. If you mix three different fillet radii, they need three tool changes. Standardize your radii to save time and money. Our design for manufacturability guide covers this in detail.
When to Use Each: A Quick Decision Guide
Use a Chamfer When:
- Deburring external edges: A small 0.010 to 0.030-inch chamfer removes sharp burrs and makes the part safe to handle.
- Shaft ends for assembly: A chamfer on a shaft end guides it into a hole, bushing, or bearing. This makes assembly faster and prevents damage to seals.
- Countersinks for fasteners: Flat-head screws need a countersink (which is a chamfer on a hole).
- Cost is a priority: If the edge does not carry load, a chamfer is always cheaper than a fillet.
- Inspection matters: Chamfers are easy to measure with calipers. Fillets need a radius gauge or CMM.
Use a Fillet When:
- Internal corners under load: Any pocket, slot, or step that sees bending or torsion needs a fillet. The larger the radius, the stronger the corner.
- Fatigue life matters: Parts that see millions of load cycles (springs, levers, hinges) need fillets to prevent crack initiation.
- Fluid flow: Fillets create smooth transitions for fluids and gases. Sharp corners cause turbulence and dead zones in manifolds and flow channels.
- Appearance: Consumer products often use fillets for a smooth, polished look. Think laptop edges or medical device housings.
- Internal pocket corners: These get a fillet automatically from the end mill. Just make sure the radius is large enough for a standard tool.
Most well-designed CNC parts use both: fillets on internal load-bearing corners and chamfers on external edges for deburring and assembly. This gives you the best mix of strength, cost and function.
Common Mistakes
- Specifying zero-radius internal corners: Impossible to CNC mill. The shop will call you and ask for a radius, which delays your order. Always specify internal radii in your CAD model.
- Using tiny internal fillets: A 0.020-inch internal radius requires a 0.040-inch diameter end mill. These tools are fragile, slow and expensive. Use 0.125-inch radius or larger whenever possible.
- Putting fillets everywhere: External fillets on non-loaded edges add cost without adding value. Use chamfers instead.
- Mixing too many fillet radii: Every unique radius may need a different tool. Standardize on 2 to 3 radii per part to minimize tool changes.
- Forgetting the mating part: If a fillet on your part interferes with a sharp corner on the mating part, the assembly will not fit. Add a relief groove or match the radii between parts.
- Over-specifying chamfer tolerances: A chamfer is usually a cosmetic or functional break. Calling out ±0.002 inches on a chamfer leg is overkill and adds inspection cost. ±0.010 inches is fine for most chamfers.
Not sure if your design is optimized? Upload your CAD file and our engineers will give you a free DFM review with specific edge treatment recommendations.
Frequently Asked Questions
What is the difference between a chamfer and a fillet?
A chamfer is a flat angled cut on an edge, usually at 45 degrees. A fillet is a smooth rounded curve. Chamfers create a flat bevel while fillets create a smooth radius.
Which is stronger, a chamfer or a fillet?
Fillets are stronger. The smooth radius spreads stress over a wider area and can reduce stress concentration by 40 to 60% compared to a sharp corner. Chamfers help too, but only about 20 to 30%.
Which is cheaper to CNC machine?
Chamfers are cheaper. They use a standard tool in a single fast pass, adding about $0.25 to $0.50 per edge. Fillets need a ball end mill and slower feeds, adding $1 to $3 per edge.
What is the standard chamfer angle?
45 degrees is the most common. It is the default in most CAD software and the easiest to machine. 30-degree and 60-degree chamfers are used for specific assembly or sealing needs.
What fillet radius should I use for internal corners?
Use a radius at least as large as the tool radius. A 0.125-inch radius (matching a standard 1/4-inch end mill) is a good starting point. Larger radii machine faster and reduce stress more.
Do I need fillets on every internal corner?
You cannot avoid them. CNC end mills are round, so every internal corner gets a radius equal to the tool radius. The question is how large. Larger radii are cheaper and stronger. Only use small radii when the mating part requires it.
When should I use a chamfer instead of a fillet?
Use chamfers on external edges for deburring, on holes for easier fastener insertion, on shafts for assembly into bearings and wherever cost matters more than stress performance.
Can I mix chamfers and fillets on the same part?
Yes. Most well-designed parts do. Use fillets on internal load-bearing corners and chamfers on external edges for deburring and assembly. That gives the best mix of strength and cost.
What is a fillet weld vs a machined fillet?
A fillet weld is a triangular weld bead joining two surfaces at a right angle. A machined fillet is a smooth radius cut by a CNC tool. Fillet welds join parts; machined fillets reduce stress and improve geometry.