What Are Advanced Composites?
Advanced composites combine strong fibers with a resin matrix. The fibers carry the load. The resin holds everything together. The result is a material that is lighter than aluminum and often stronger than steel.
You see composites in drones, race cars, satellites and medical devices. They show up anywhere weight savings matter. But machining them is nothing like cutting metal.
Composites do not behave like metals. They do not form chips. They create abrasive dust that destroys standard tooling in minutes.
Common Composite Types for CNC
Not all composites machine the same way. Each type has unique challenges. Here is a quick comparison of the three most common materials.
| Material | Fiber Type | Strength | Common Uses |
|---|---|---|---|
| Carbon Fiber (CFRP) | Carbon | Very High | Drone frames, aerospace panels, race car parts |
| G10 / FR-4 | Glass | High | Circuit boards, knife handles, spacers |
| Fiberglass (GRP) | Glass | Moderate | Enclosures, boat parts, structural panels |
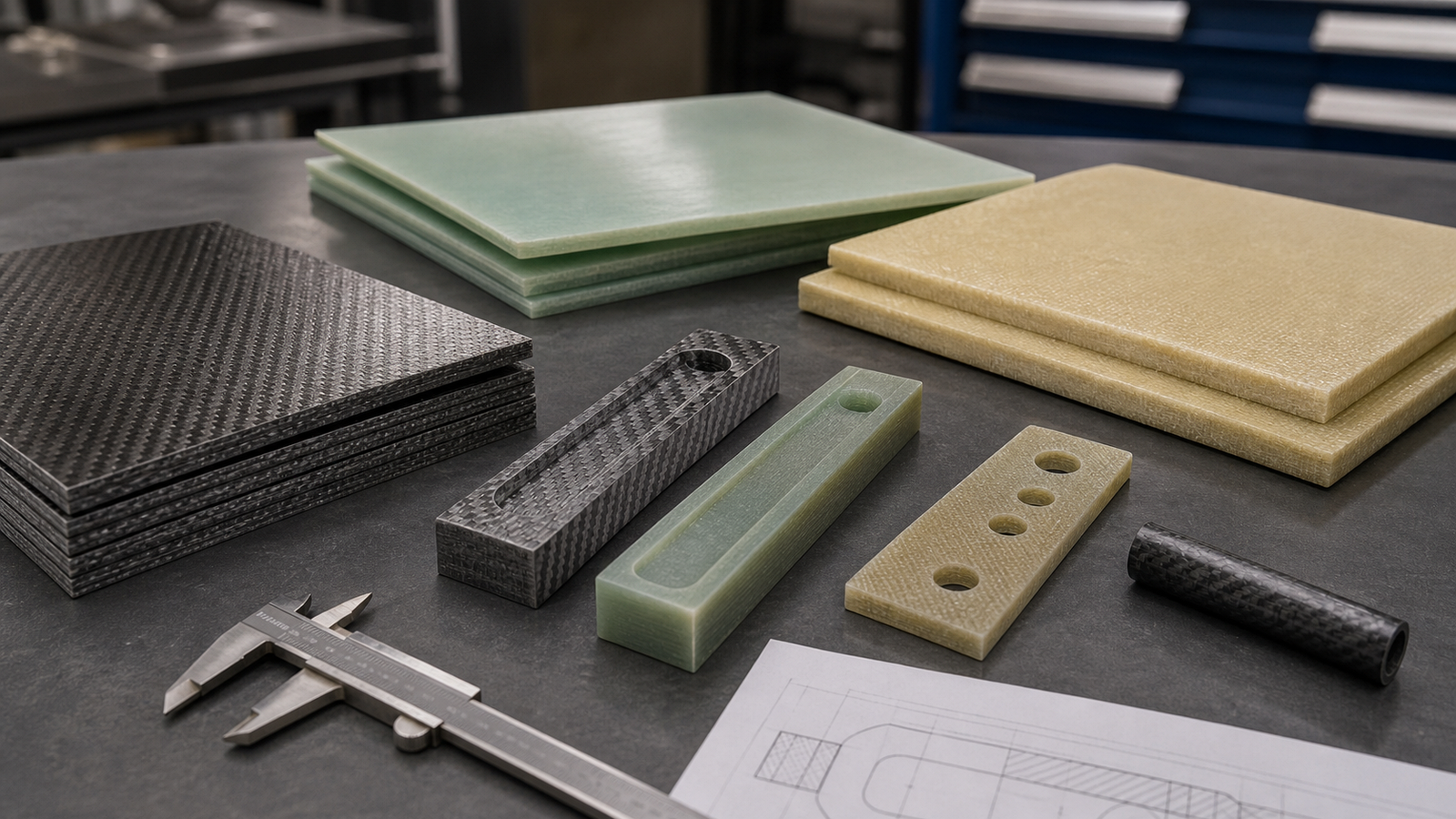
Carbon fiber is the most abrasive. It wears tools the fastest. G10 is the most predictable for CNC work. Fiberglass is the cheapest but creates the most irritating dust.
Tooling for Composites
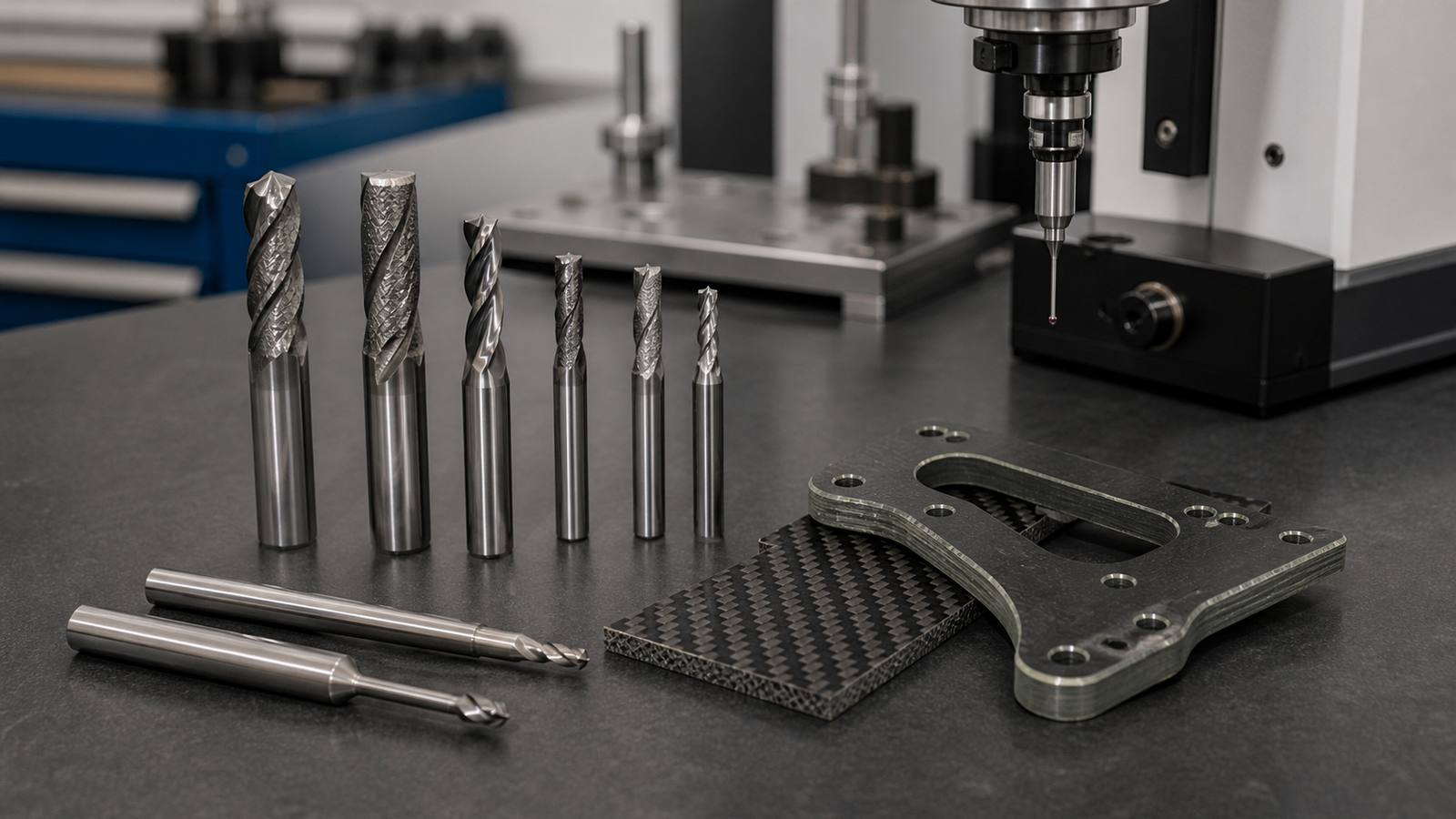
Standard carbide end mills will not last. The fibers act like sandpaper on your cutting edges. You need harder tools.
- Diamond-coated carbide -- Best balance of cost and tool life. Good for most jobs.
- PCD (Polycrystalline Diamond) -- Lasts 10-20x longer than uncoated carbide. Worth the cost for production runs.
- Compression routers -- These have up-cut flutes on the bottom and down-cut flutes on the top. They push fibers inward from both sides to prevent delamination.
Never use a dull tool on composites. A dull edge pushes fibers apart instead of cutting them. This causes delamination and fuzzy edges that are hard to fix.
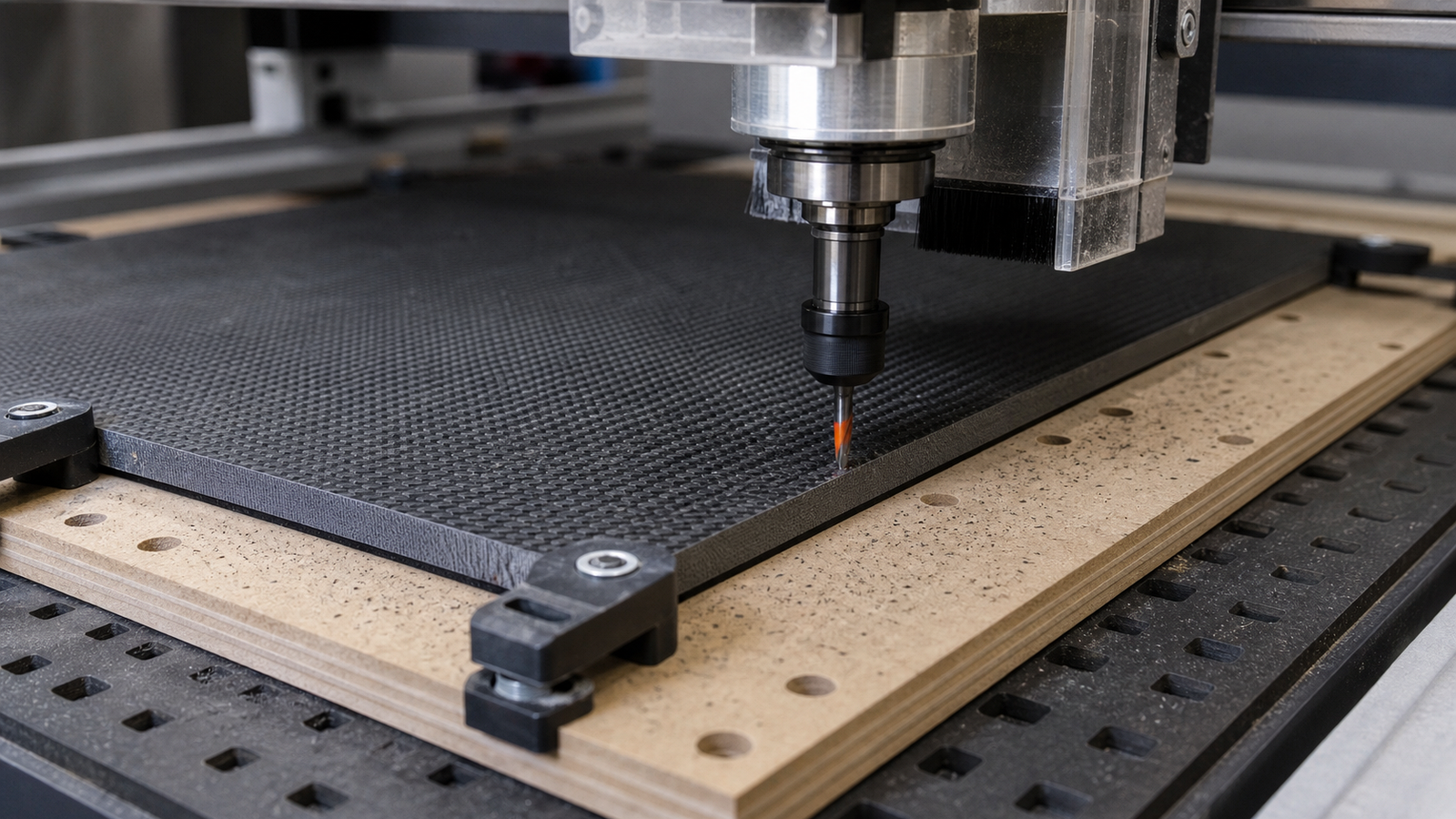
Preventing Delamination
Delamination is the number one problem when machining composites. It happens when layers separate at the cut edge. Once it starts, you cannot fix it. The part is scrap.
Here is how to prevent it:
- Use compression-style bits. They push fibers inward from both the top and bottom of the sheet.
- Back up the exit side. Place a sacrificial board under the composite. This supports the bottom layer during through-cuts.
- Keep tools sharp. Replace or resharpen tools before they get dull. Plan your tool changes ahead of time.
- Reduce feed rate near edges. Slow down when the tool exits the material. This is where delamination usually starts.
- Avoid climb milling on thin sheets. The pulling action of climb milling can lift and separate layers.
Dust Control and Safety
Composite dust is not like metal chips. It does not settle nicely in a chip tray. It floats in the air. It gets into everything.
Carbon fiber and fiberglass dust irritates skin, eyes and lungs. Always wear a respirator (N95 minimum), safety glasses and long sleeves. Never blow dust off with compressed air.
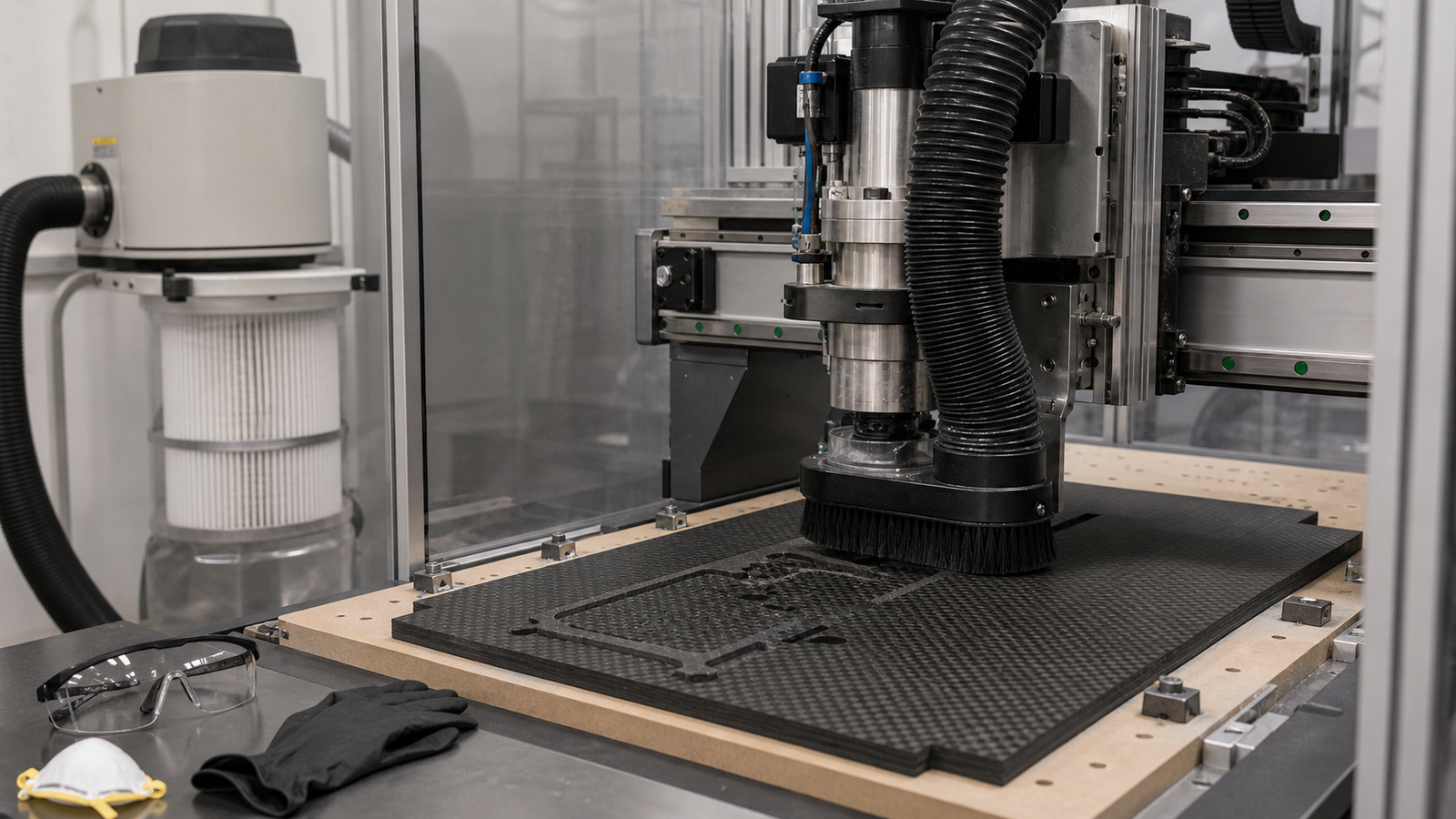
Extraction Systems
A good dust extraction system is not optional. It is required for safety and machine health. Here is what you need:
- Dedicated dust collector -- Use a unit rated for fine particles. Standard shop vacs are not enough.
- Shoe or shroud at the spindle -- Capture dust at the source before it spreads.
- HEPA filtration -- Carbon fiber particles are small enough to pass through standard filters.
- Sealed machine enclosure -- If you machine composites often, an enclosed CNC with built-in extraction is the safest option.
Composite dust also damages machine way covers, linear guides and ball screws. Keeping dust out of your machine saves money on repairs.
Speeds and Feeds
Composites like high spindle speeds and moderate feed rates. The goal is to cut fibers cleanly, not crush them. Here are starting points for a 1/4" diamond-coated end mill.
| Material | RPM | Feed Rate (IPM) | Depth of Cut |
|---|---|---|---|
| Carbon Fiber (CFRP) | 16,000 - 24,000 | 60 - 120 | Full thickness (single pass) |
| G10 / FR-4 | 12,000 - 18,000 | 40 - 80 | Full thickness (single pass) |
| Fiberglass (GRP) | 10,000 - 16,000 | 40 - 80 | Full thickness (single pass) |
These are starting values. Adjust based on your specific layup, thickness and tool condition. Listen to the cut. A clean composite cut sounds smooth. A bad one sounds raspy.
Managing Tool Wear
Tool wear happens fast with composites. Carbon fiber is more abrasive than hardened steel. Even diamond-coated tools wear down over time.
Here is how to manage it:
- Track your cut length. Log how many linear inches each tool cuts. Replace tools on a schedule, not when they fail.
- Inspect edges often. If you see fuzzy fibers on your parts, the tool is going dull.
- Use PCD for long runs. The upfront cost is higher, but PCD tools last 10-20x longer. They pay for themselves on runs over 50 parts.
- Avoid coolant on carbon fiber. Water-based coolants can wick into the laminate and weaken the bond. Use dry cutting with dust extraction instead.
Need composite parts machined right? RivCut has diamond tooling, enclosed machines and HEPA extraction. Upload your files and get a quote today.
Frequently Asked Questions
Can you CNC machine carbon fiber?
Yes. Carbon fiber machines well on standard CNC mills. You need diamond-coated or PCD tooling, proper dust extraction and careful feed rates to prevent delamination.
What tooling works best for composite machining?
Diamond-coated carbide end mills or PCD tools work best. The diamond coating resists the abrasive fibers that destroy standard carbide tools in minutes.
How do you prevent delamination when machining composites?
Use compression-style router bits. Back up the exit side with sacrificial material. Keep feed rates consistent. Use sharp tooling. Dull tools push fibers apart instead of cutting them.
Is composite dust dangerous?
Yes. Carbon fiber and fiberglass dust irritates skin, eyes and lungs. It can also damage machine ways and electronics. A proper dust extraction system is required for safe machining.
What is G10 material?
G10 is a fiberglass laminate made from layers of glass cloth soaked in epoxy resin. It is strong, lightweight and electrically insulating. Common uses include circuit boards, knife handles and structural spacers.