Why Surface Finish Matters
Surface finish isn't just about looks. The right finish protects your part from corrosion, reduces friction, meets industry specs and gives your product a professional feel.
Picking the wrong finish wastes money. Picking no finish at all can mean your part fails in the field. This guide walks you through every common option so you can choose wisely.
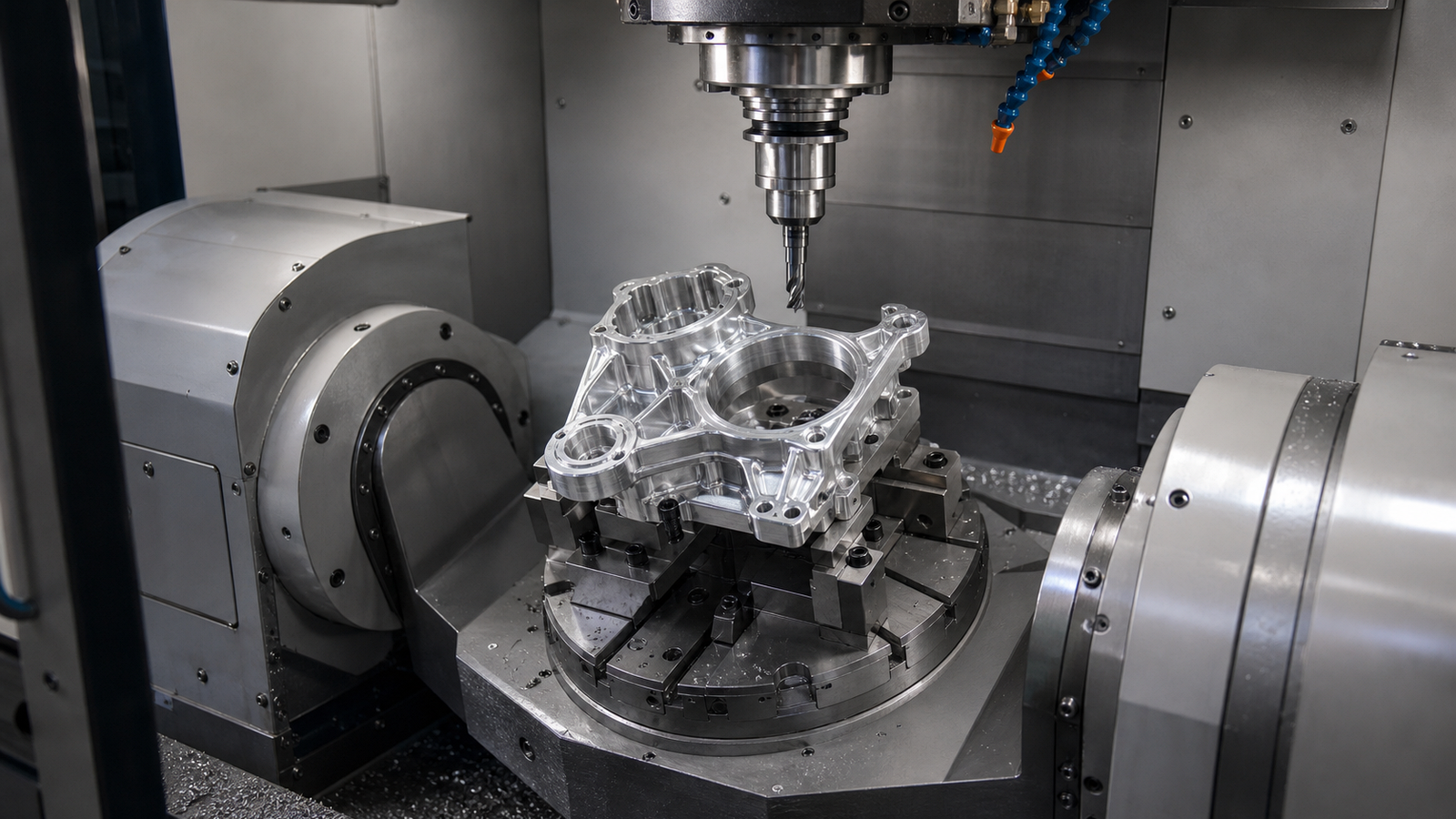
As-Machined
This is the part straight off the CNC machine. You'll see visible tool marks -- small parallel lines left by the cutter. It's the fastest and cheapest option.
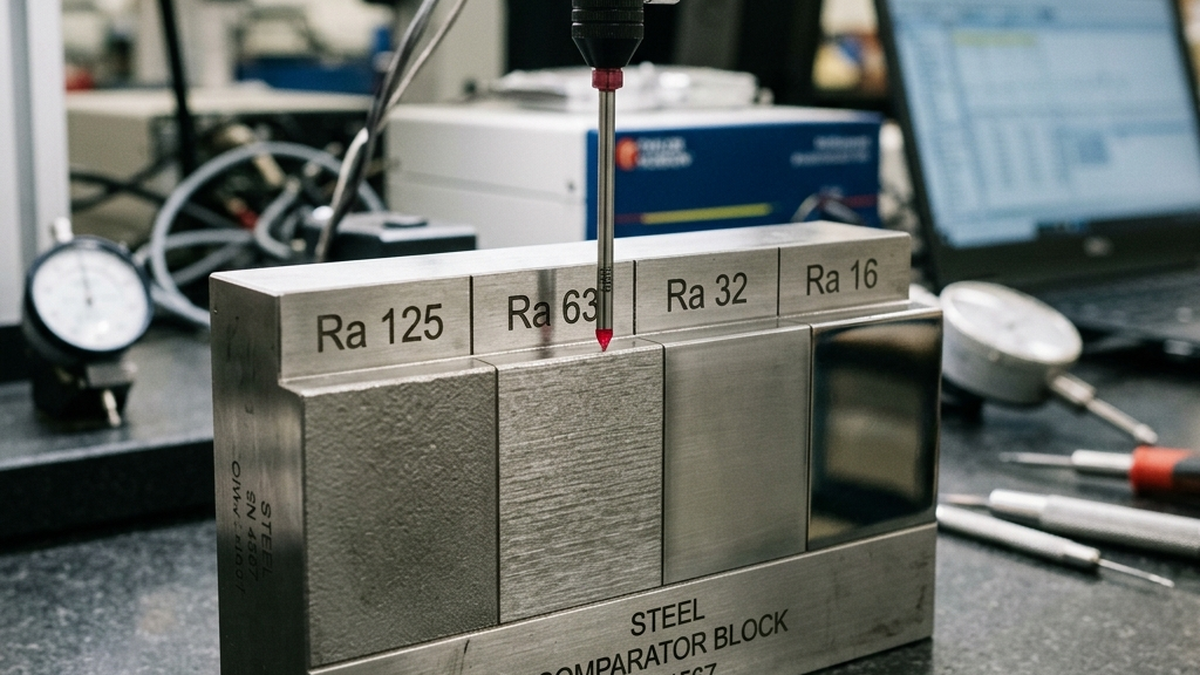
- Ra value: 63-125 microinches (1.6-3.2 um)
- Cost: No extra cost
- Lead time impact: None
- Best for: Internal parts, prototypes, parts that get painted later
As-machined works great when appearance doesn't matter. Most functional prototypes use this finish. You can also request a finer as-machined finish (32 Ra) by asking the shop to take a light finishing pass.
Bead Blast
Bead blasting shoots small glass or ceramic beads at the part surface. This removes tool marks and creates a uniform matte texture. It looks clean and hides minor scratches.
- Ra value: 100-250 microinches (2.5-6.3 um)
- Cost: $ (low -- adds $2-8 per part)
- Lead time impact: Less than 1 day
- Best for: Consumer products, enclosures, pre-anodize prep
Bead blast + anodize is the most popular combo for aluminum consumer products. The blast gives a smooth matte base and the anodize adds color and protection.
Anodize
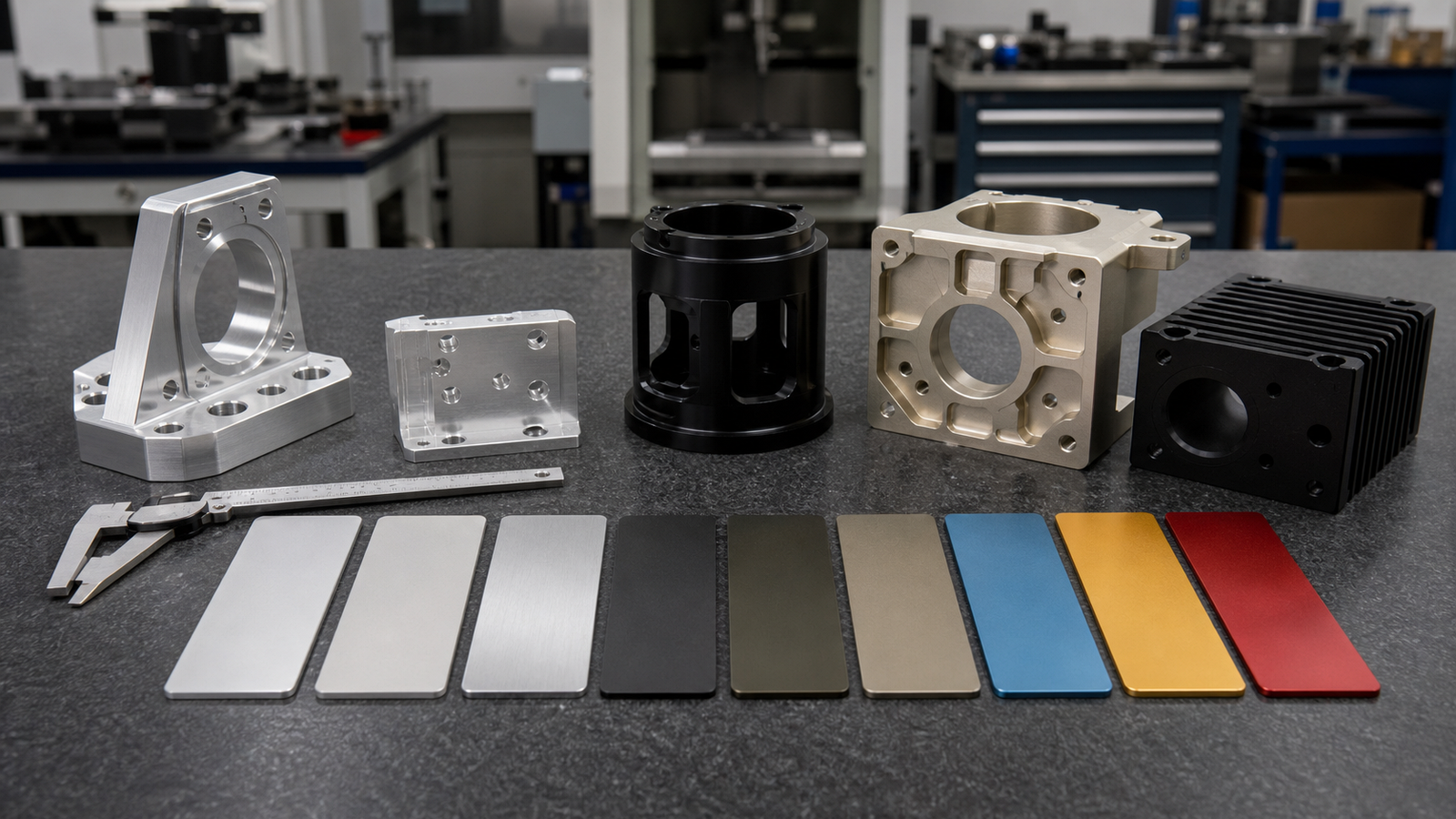
Anodizing is an electrochemical process that builds a hard oxide layer on aluminum. It adds corrosion resistance, wear resistance and color -- all without paint that can chip or peel.
Type II (Decorative)
The most common type. Creates a 0.0002-0.001" thick layer. Available in many colors: black, blue, red, gold, green and clear. Great for consumer products.
Type III (Hard Anodize)
Thicker (0.001-0.003") and much harder. Adds real wear resistance. Colors are limited to black, dark gray, or natural. Used in aerospace, defense and high-wear applications. Learn more in our anodizing types comparison.

- Ra value: Varies (usually rougher than base by 10-20%)
- Cost: $$ (moderate -- adds $5-25 per part)
- Lead time impact: 2-3 days
- Best for: Aluminum parts needing color, corrosion protection, or wear resistance
Anodizing only works on aluminum and titanium. It does not work on steel, stainless, brass, or copper. For those metals, look at plating and coating options.
Powder Coat
Powder coating sprays dry paint powder onto the part, then bakes it in an oven. The result is a thick, durable, even coating. It works on almost any metal.
- Thickness: 0.002-0.006"
- Cost: $$ (moderate -- adds $5-20 per part)
- Lead time impact: 1-2 days
- Best for: Steel and aluminum parts needing color and corrosion protection
Powder coat comes in hundreds of colors and textures. It's thicker than anodize, so watch tight-tolerance features. Mask any holes, threads, or mating surfaces before coating.
Plating
Plating adds a thin layer of metal onto your part. Common types include nickel, chrome, zinc and cadmium. Each one has different properties. Read our full plating and coating guide for details.
- Thickness: 0.0001-0.002" depending on type
- Cost: $$-$$$ (moderate to high)
- Lead time impact: 2-3 days
- Best for: Corrosion protection, conductivity, wear resistance, solderability
Brushed
Brushing uses an abrasive pad or belt to create fine parallel lines on the surface. It gives a clean, industrial look similar to brushed stainless steel appliances.
- Ra value: 15-40 microinches (0.4-1.0 um)
- Cost: $ (low -- adds $3-10 per part)
- Lead time impact: Less than 1 day
- Best for: Stainless steel and aluminum panels, enclosures, cosmetic parts
Mirror Polish
Mirror polishing uses finer and finer abrasives until the surface reflects like glass. It's the most labor-intensive finish and the most expensive.
- Ra value: 2-8 microinches (0.05-0.2 um)
- Cost: $$$$ (high -- adds $20-100+ per part)
- Lead time impact: 2-5 days
- Best for: Optical surfaces, mold cavities, medical devices, luxury products
Complete Comparison Table
| Finish | Ra (uin) | Cost | Lead Time | Best For |
|---|---|---|---|---|
| As-Machined | 63-125 | -- | None | Prototypes, internal parts |
| Bead Blast | 100-250 | $ | < 1 day | Cosmetic matte look |
| Type II Anodize | Varies | $$ | 2-3 days | Color + corrosion (aluminum) |
| Type III Anodize | Varies | $$$ | 2-3 days | Hard wear + corrosion (aluminum) |
| Powder Coat | N/A | $$ | 1-2 days | Color + protection (any metal) |
| Nickel Plate | 8-32 | $$$ | 2-3 days | Corrosion + wear (steel, copper) |
| Chrome Plate | 2-8 | $$$$ | 3-5 days | Hardness + appearance |
| Brushed | 15-40 | $ | < 1 day | Industrial cosmetic look |
| Mirror Polish | 2-8 | $$$$ | 2-5 days | Optical, medical, luxury |

Not sure which finish to pick? Read our Surface Finish Buyer's Guide for help choosing based on your application.
Frequently Asked Questions
What is the cheapest CNC surface finish?
As-machined costs nothing extra. Bead blasting and brushing are the cheapest add-on finishes, usually $2-10 per part.
What finish gives the best corrosion resistance?
For aluminum, Type III hard anodize. For steel, electroless nickel plating or zinc plating. Powder coating also works well on any metal.
What Ra value should I put on my drawing?
63 Ra for general parts. 32 Ra for sealing surfaces. 16 Ra for bearing surfaces. 4-8 Ra for mirror or optical surfaces. Only call out tight finishes where they matter. Read our surface finish numbers guide for more detail.
Can you anodize any metal?
No. Anodizing only works on aluminum and titanium. For steel and other metals, use plating, powder coating, or passivation.
How much time does finishing add?
Most finishes add 1-3 business days. Bead blasting adds less than a day. Anodizing and plating add 2-3 days. Mirror polishing can add up to 5 days.