What Is Hardness?
Hardness measures how well a material resists being dented or scratched. In CNC machining, it tells you how fast your tools will wear out and how slow you need to cut.
A harder material needs more force to cut. That means slower feeds, tougher tools and longer cycle times. Softer materials cut faster and cost less to machine.
Hardness is the single biggest factor in how long your cutting tools last. Pick the right material up front and you save money on every part you make.
The Rockwell Hardness Scale
Rockwell is the most common hardness test in U.S. machine shops. It works by pressing a small indenter into the material and measuring how deep it goes. The test takes about 10 seconds.
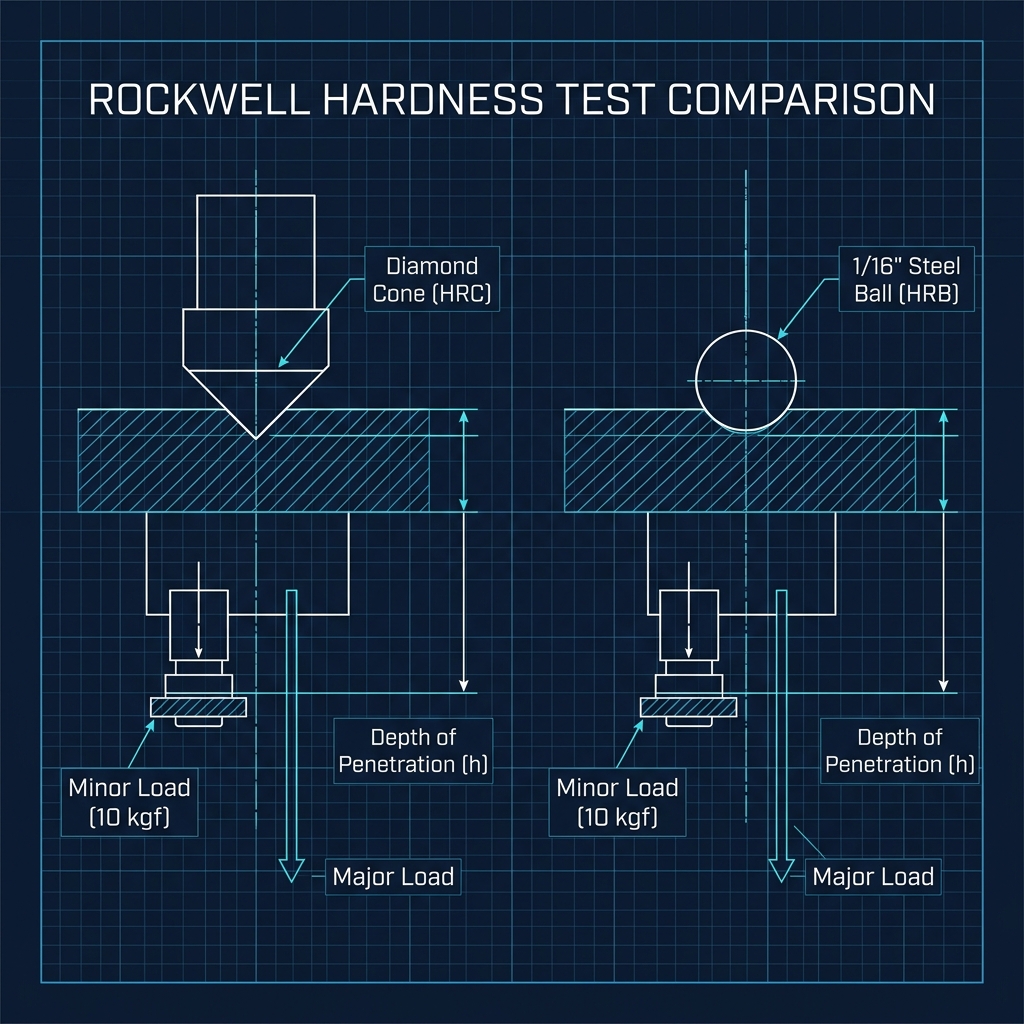
Rockwell B vs. Rockwell C
There are two main Rockwell scales you will see on prints:
- Rockwell B (HRB) -- Uses a 1/16" steel ball indenter. Best for softer metals like aluminum, brass and mild steel. Range: 0-100 HRB.
- Rockwell C (HRC) -- Uses a diamond cone indenter. Best for harder metals like tool steel, hardened steel and titanium. Range: 20-70 HRC.
If the print says "HRC," the material is hard. Expect slower speeds and carbide tooling. If it says "HRB," the material is soft. You can usually push the feed rate.
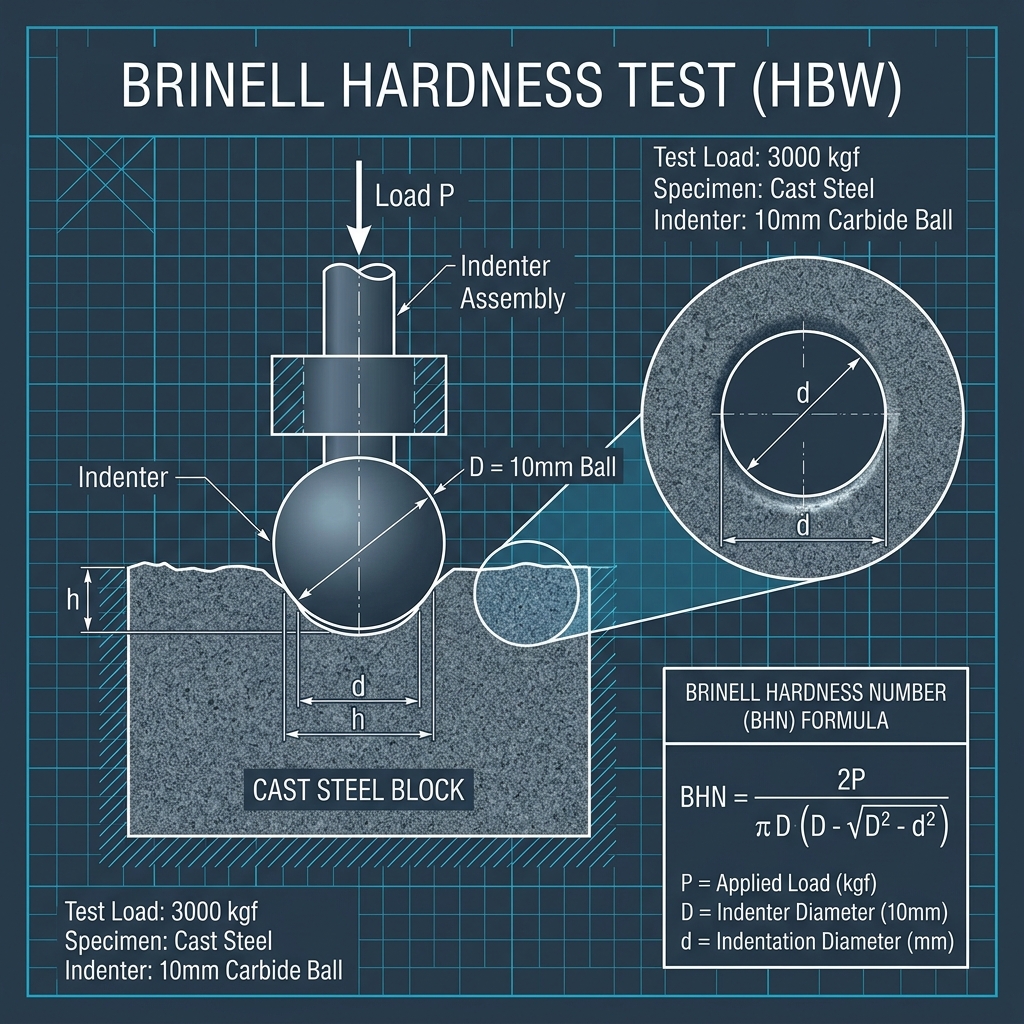
The Brinell Hardness Scale
Brinell testing pushes a large steel or carbide ball (10mm) into the material with a heavy load. Then you measure the diameter of the dent left behind.
Brinell works best for materials with a rough or uneven surface. Think castings, forgings and raw bar stock. The big indent averages out surface defects that would throw off a Rockwell reading.
When Shops Use Brinell
- Checking hardness on incoming raw stock
- Testing large castings and forgings
- Materials with coarse grain structure
- When the print calls out HB or BHN values
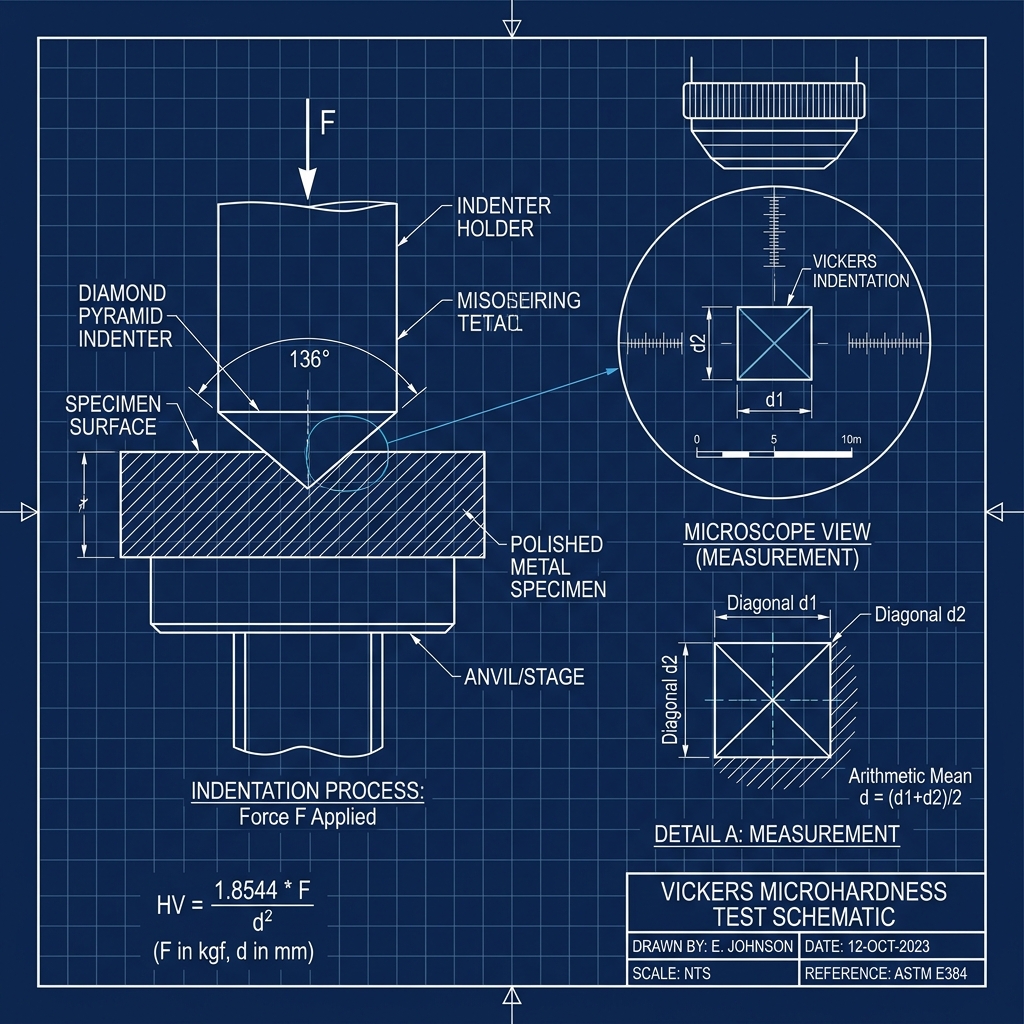
The Vickers Hardness Scale
Vickers uses a tiny diamond pyramid pressed into the surface. It works across all hardness ranges -- from soft aluminum to hard ceramics. The indent is very small, so it does not damage the part.
You will see Vickers (HV) used most often for thin materials, surface treatments and coatings. If you need to check the hardness of a plated layer or a case-hardened surface, Vickers is the right test.
Conversion charts between Rockwell, Brinell and Vickers are only rough estimates. Always test in the scale your print calls out. Converting can lead to rejected parts.
Hardness of Common CNC Materials
This table shows typical hardness values for materials we machine every day at RivCut. Use it as a quick reference when picking materials or quoting parts.
| Material | Rockwell | Brinell (HB) | Machinability |
|---|---|---|---|
| 6061-T6 Aluminum | 60 HRB | 95 | Excellent |
| 7075-T6 Aluminum | 87 HRB | 150 | Very Good |
| 303 Stainless Steel | 96 HRB | 228 | Good |
| 304 Stainless Steel | 92 HRB | 201 | Fair |
| 316 Stainless Steel | 95 HRB | 217 | Fair |
| 4140 Steel (annealed) | 92 HRB | 197 | Good |
| 4140 Steel (hardened) | 28-32 HRC | 269-302 | Fair |
| Ti-6Al-4V (Grade 5) | 36 HRC | 334 | Difficult |
| C360 Brass | 78 HRB | 120 | Excellent |
| Copper 110 | 40 HRB | 50 | Good |
| Inconel 718 | 38 HRC | 350 | Very Difficult |
How Hardness Affects Tool Wear
Every point of hardness matters. Here is what happens as material gets harder:
- Below 20 HRC -- Standard carbide tools work great. You can run high feeds and speeds. Tool life is measured in hours.
- 20-35 HRC -- Coated carbide tools are needed. Expect 30-50% slower feeds. Tool life drops to 30-60 minutes of cut time.
- 35-45 HRC -- Premium carbide with AlTiN coating. Much slower speeds. Tool life may be 15-30 minutes.
- 45-55 HRC -- Ceramic or CBN inserts only. Very slow cuts. Finishing operations often need grinding.
- Above 55 HRC -- Grinding is usually better than milling. EDM wire cutting is another option.
If your part needs to be hard, consider machining it in the annealed (soft) state first. Then heat treat it to final hardness. You only need to finish-grind the critical features after hardening. This can cut machining costs by 40-60%.
How Hardness Affects Your Quote
Material hardness is one of the biggest cost drivers in CNC machining. Here is a rough idea of what to expect:
| Hardness Range | Relative Cost | Why |
|---|---|---|
| Below 90 HRB | 1x (baseline) | Fast feeds, long tool life |
| 20-30 HRC | 1.5-2x | Slower feeds, coated tools needed |
| 30-45 HRC | 2-3.5x | Premium tooling, frequent changes |
| 45-60 HRC | 3-5x | Special inserts, grinding steps |
If cost is a concern, talk to your machine shop early. We can often suggest a softer material or a different heat treat process that gives you the performance you need at a lower price. At RivCut, every quote includes a free DFM review.
Frequently Asked Questions
What is the difference between Rockwell and Brinell hardness?
Rockwell uses a small indenter and measures depth. Brinell uses a larger ball and measures the dent diameter. Rockwell is faster and better for finished parts. Brinell works better for rough or large-grain materials like castings.
How does material hardness affect CNC machining cost?
Harder materials wear out cutting tools faster and need slower speeds. This means longer cycle times and more tool changes. A part in hardened steel can cost 3-5 times more to machine than the same part in aluminum.
What Rockwell hardness is too hard to machine?
Most CNC shops can machine up to about 45 HRC with carbide tooling. Above 45 HRC, you need ceramic or CBN inserts. Above 62 HRC, grinding is usually more practical than milling or turning.
What is the Vickers hardness scale used for?
Vickers uses a diamond pyramid indenter. It works across all hardness ranges and is best for thin materials, coatings and surface treatments where bigger indenters would punch through.
Can you convert between Rockwell, Brinell and Vickers?
Yes, conversion tables exist (like ASTM E140). But these are rough estimates. Each test measures hardness a different way. Conversions work best for steels and are less accurate for aluminum or copper.