Anatomy of a Thread Callout
A thread callout tells the machinist exactly what to cut. It packs a lot of information into a short string. Here is what each part means.
Take this example: 1/4-20 UNC-2B. Four pieces of information in one callout.
- 1/4, Nominal diameter (1/4 inch)
- 20, Threads per inch
- UNC, Thread series (Unified National Coarse)
- 2B, Class of fit (2) and type (B = internal)
Miss any of these and the shop has to guess. Guessing leads to wrong parts.
Imperial Thread Callouts
Imperial threads use inches. There are two size formats: fractional and numbered.
Fractional Sizes (1/4" and Larger)
Format: Diameter-TPI Series-Class
Examples:
- 1/4-20 UNC-2B, Quarter-inch coarse internal thread
- 3/8-24 UNF-2A, Three-eighths fine external thread
- 1/2-13 UNC-3B, Half-inch coarse internal, tight fit
Numbered Sizes (#0 through #12)
Small threads use number sizes. The number refers to a specific diameter.
- #6-32 UNC-2B, Number 6 (0.138" diameter), 32 TPI, coarse, internal
- #10-24 UNC-2B, Number 10 (0.190" diameter), 24 TPI, coarse, internal
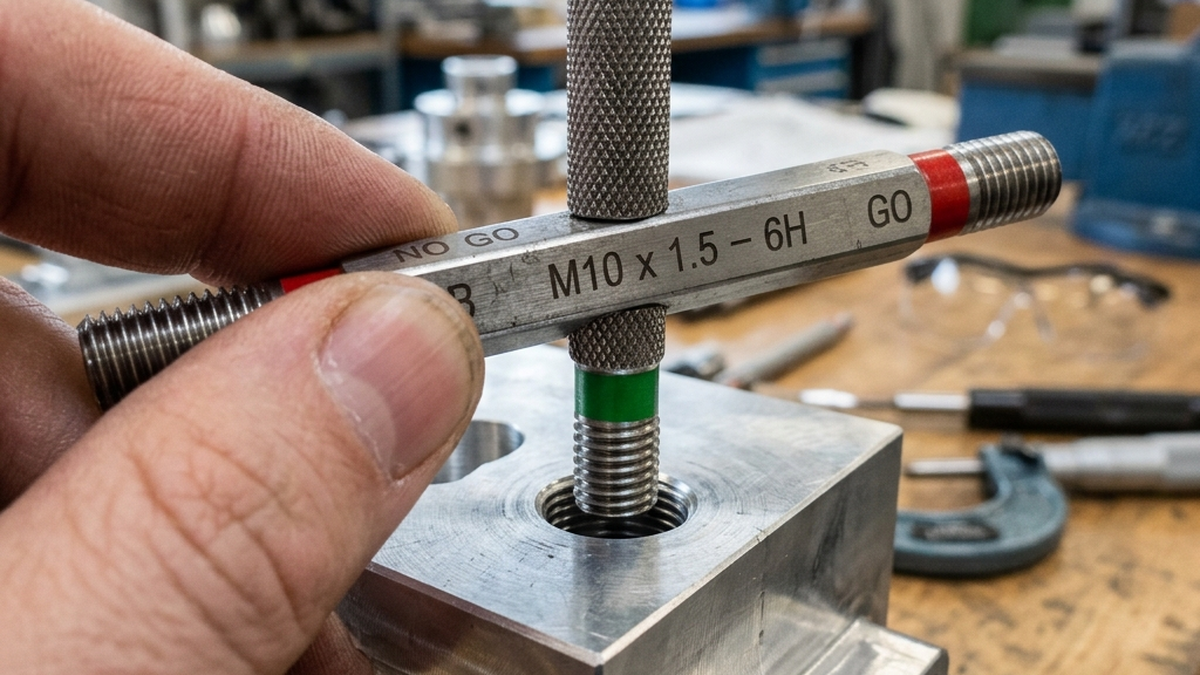
Metric Thread Callouts
Metric threads use millimeters. The format is different from imperial.
Format: M[diameter]x[pitch]-[tolerance class]
- M8x1.25-6H, 8mm diameter, 1.25mm pitch, internal thread
- M6x1.0-6g, 6mm diameter, 1.0mm pitch, external thread
- M10-6H, 10mm diameter, coarse pitch (default), internal thread

If you omit the pitch on a metric callout, it defaults to coarse pitch. M8 means M8x1.25. If you want fine pitch, you must write it out: M8x1.0.
Internal vs External Threads
Internal threads go inside a hole. Think of a nut. External threads go on the outside. Think of a bolt.
| System | Internal | External |
|---|---|---|
| Imperial (Unified) | B suffix (e.g., 2B) | A suffix (e.g., 2A) |
| Metric | Capital H (e.g., 6H) | Lowercase g (e.g., 6g) |
Getting this wrong is a common and costly mistake. An internal thread callout on an external feature means the shop cuts the wrong thread. The part goes in the scrap bin.
Class of Fit Explained
Class of fit tells you how tight the thread engagement is. Higher class numbers mean tighter fits.
| Class | Fit Type | When to Use |
|---|---|---|
| Class 1 (1A/1B) | Loose | Quick assembly, dirty environments |
| Class 2 (2A/2B) | Standard | 90% of applications. Use this by default. |
| Class 3 (3A/3B) | Tight | Precision instruments, vibration-critical |
Class 3 threads cost more to machine and inspect. Only use them when your application truly needs a tight fit. For bolted joints, Class 2 works fine.
How to Specify Thread Depth
Thread depth is one of the most misunderstood dimensions. Here is how to get it right.
Through Holes
For through holes, just add "THRU" to your callout. The shop will thread the full length of the hole. Simple.
Blind Holes
Blind holes need two dimensions. First, the minimum full thread depth. Second, the total hole depth.
The total hole depth must be deeper than the thread depth. Why? Because taps have a pointed tip that cannot cut full threads. You need extra room at the bottom.
- Thread depth, The length of usable, full-form threads
- Hole depth, Thread depth + 2 to 3 pitches (for the tap point)
For thread depth guidelines by material, see our thread specifications guide.
Common Thread Callout Mistakes
1. No Callout at All
The number one mistake. A hole on the drawing with no thread callout. The shop does not know if it should be drilled, reamed, or tapped. This causes RFQ delays.
2. Wrong A/B Designation
Writing 2A when you mean 2B, or vice versa. One is for bolts, the other is for nuts. Triple check this.
3. Missing Thread Depth
A callout that says "1/4-20 UNC-2B" but has no depth dimension. Is it through? Blind? How deep? Always dimension thread depth.
4. Mixing Imperial and Metric
Some drawings have UNC threads on one feature and metric threads on another. This is not wrong, but it makes assembly harder. Pick one system when you can.
5. Non-Standard Sizes
Calling out a thread size that does not match standard taps. The shop then needs custom tooling. That means longer lead time and higher cost. Stick to standard sizes from the common sizes table.
Not sure about your thread callouts? Upload your drawing to RivCut. Our engineers review every thread callout and flag issues before cutting starts.
Frequently Asked Questions
What is a thread callout?
A standardized notation on a drawing that tells the machinist what thread to cut. It includes size, pitch, series, class of fit and whether it is internal or external.
What is the difference between internal and external threads?
Internal threads are inside a hole (like a nut). External threads are on the outside (like a bolt). Use B suffix for internal and A suffix for external in the Unified system.
What does class of fit mean?
It describes how tight the thread engagement is. Class 1 is loose. Class 2 is standard. Class 3 is tight. Use Class 2 unless you have a specific reason for tighter fit.
How do I specify thread depth?
Write the minimum full thread depth as a separate dimension. For blind holes, also dimension the total hole depth. Always make the hole deeper than the thread to allow room for the tap point.
What happens if I leave thread callouts off my drawing?
The shop will either ask you (causing delays) or guess (causing errors). Always include complete callouts with size, pitch, series, class and depth.