How Casting Works
Casting pours molten metal into a mold. The metal cools and takes the shape of the mold cavity. Then the mold is removed and the part gets cleaned up.
There are several casting methods. Die casting uses steel molds and high pressure. Investment casting (lost wax) uses ceramic molds. Sand casting uses sand molds. Each method has different cost and quality trade-offs.
- Die casting: High volume, good surface finish, expensive tooling ($10K-$100K+)
- Investment casting: Complex shapes, good finish, moderate tooling ($2K-$15K)
- Sand casting: Low tooling cost, rough finish, best for large parts
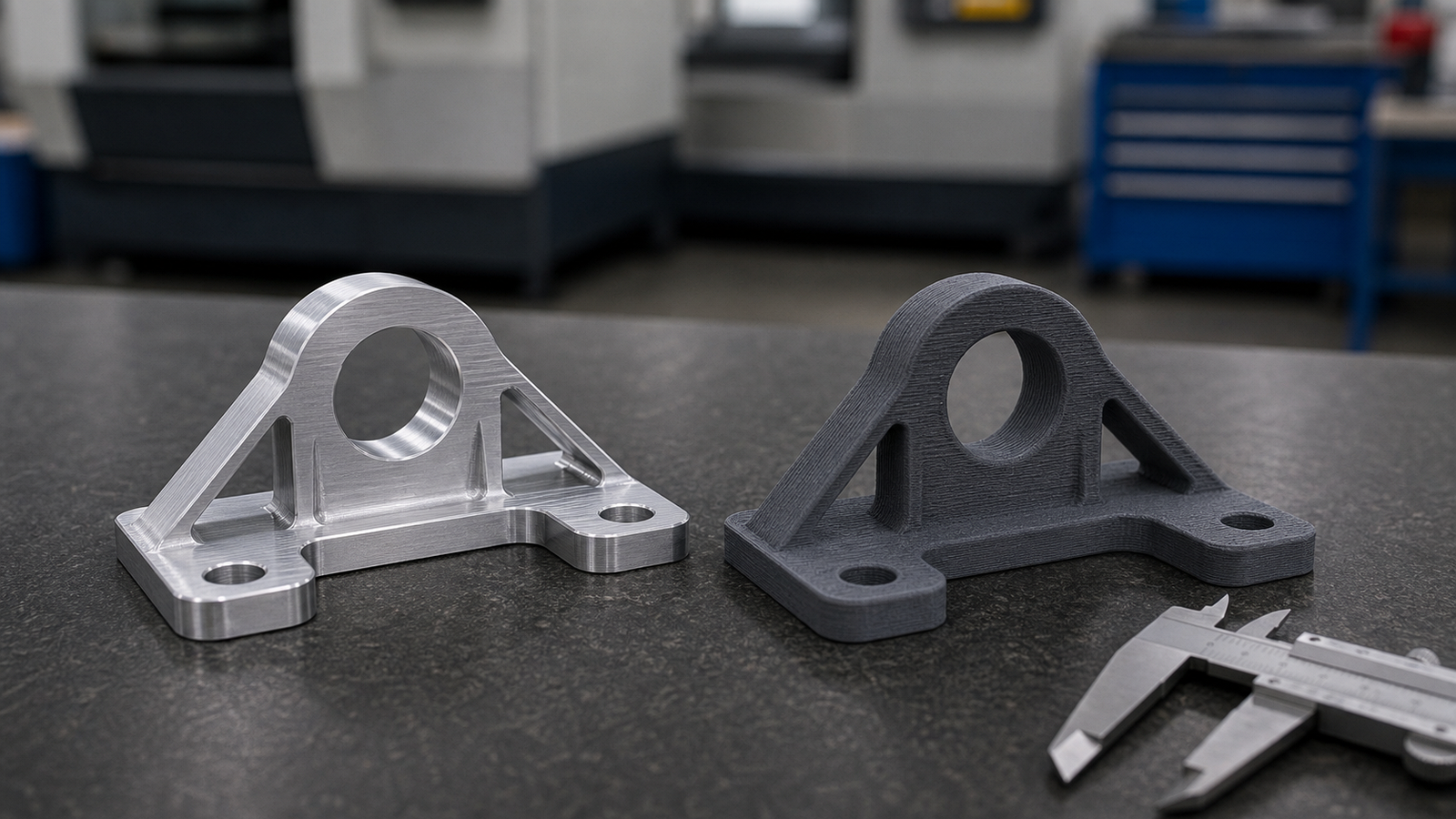
How CNC Machining Works
CNC machining cuts solid material with spinning tools. There is no mold. The machine follows a digital program to cut the part shape from a block or bar of metal.
This means no tooling investment. You pay for programming and setup, then the per-part machining cost. Changes to the design cost almost nothing -- just update the program.
- No mold required: Zero tooling cost
- Design flexibility: Change the CAD file and re-cut
- Tight tolerances: +/-0.001" standard on critical features
Volume Break-Even: When Casting Wins
Casting requires expensive molds. But each cast part is cheap to make. CNC has no mold cost, but each part takes machine time.
The break-even depends on part size and complexity. Here are typical ranges:
| Casting Method | Tooling Cost | Break-Even Volume |
|---|---|---|
| Die Casting | $10,000 - $100,000+ | 1,000 - 10,000 parts |
| Investment Casting | $2,000 - $15,000 | 100 - 500 parts |
| Sand Casting | $500 - $5,000 | 25 - 100 parts |
If you need fewer than 100 parts, CNC machining almost always wins on total cost. Above 500 parts, casting starts to make sense for the right parts.
Tooling Costs and Design Changes
Casting molds are expensive and take weeks to make. If you change your design after the mold is built, you may need a new mold. That means more money and more time.
CNC machining has no mold. Change the CAD file and the next part comes out different. This makes CNC ideal for products still in development.
Do not invest in casting tooling until your design is frozen. Use CNC machining for prototypes and early production. Switch to casting only when the design is final and volumes justify the tooling cost.
Tolerances and Surface Finish
| Factor | Die Casting | Investment Casting | CNC Machining |
|---|---|---|---|
| Tolerance | +/-0.005" to +/-0.015" | +/-0.003" to +/-0.010" | +/-0.001" to +/-0.005" |
| Surface Finish | 63 - 125 Ra | 63 - 125 Ra | 16 - 63 Ra |
| Min. Wall Thickness | 0.040" | 0.030" | 0.020" |
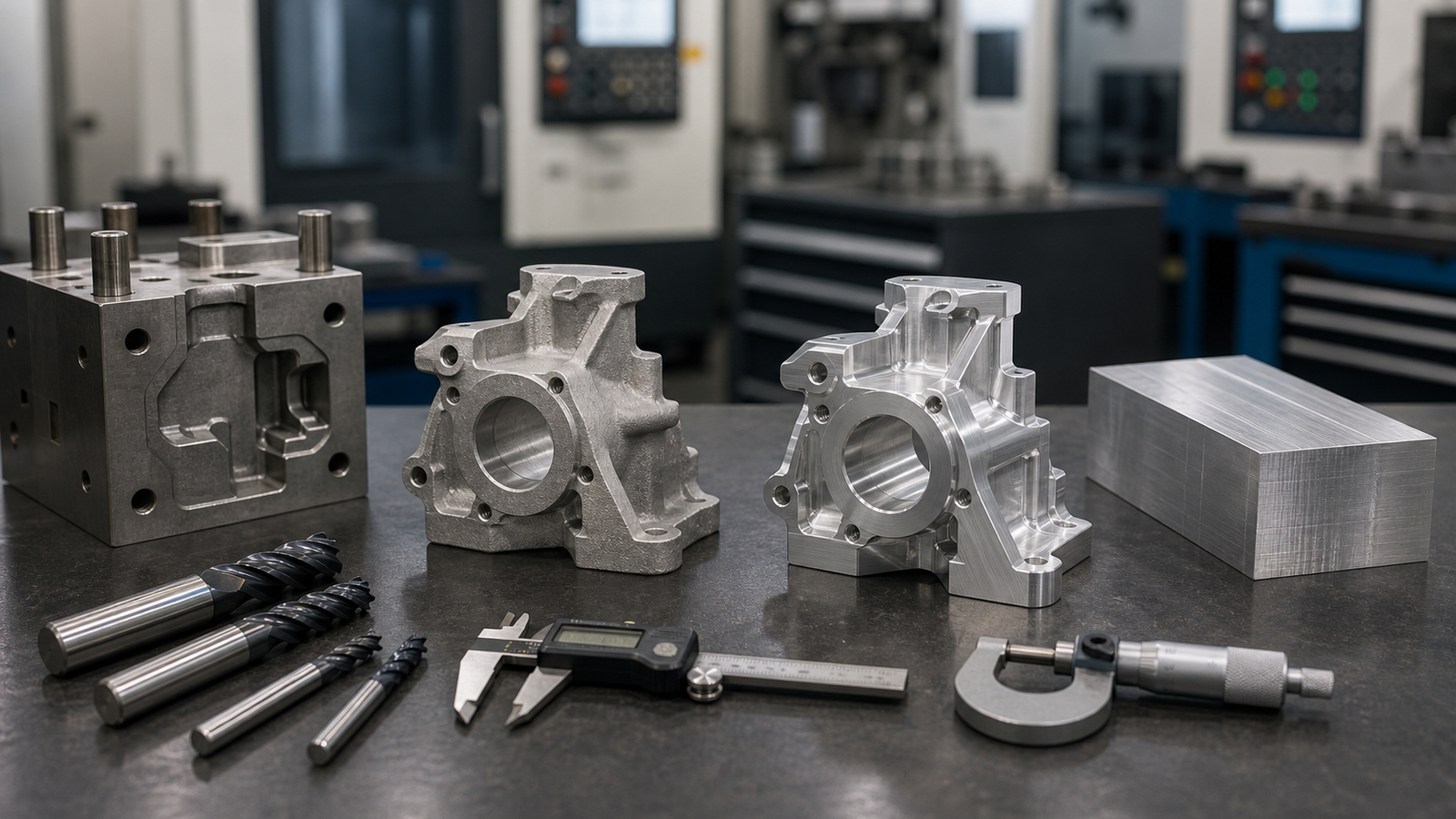
Many cast parts need CNC machining on critical surfaces. This is called "cast and machine." The casting gets the rough shape. CNC machining finishes the tight-tolerance features.
The best of both worlds: cast the near-net shape to save material, then CNC machine only the critical features. This cuts per-part cost while hitting tight tolerances where they matter.
Material Options

CNC machining works with almost any metal or plastic. Casting is limited to materials that melt and flow well.
| Material | CNC Machining | Casting |
|---|---|---|
| Aluminum | 6061, 7075, 2024, etc. | A380, A356 (casting alloys) |
| Steel | Full range | Carbon and alloy steels |
| Stainless | 303, 304, 316, 17-4PH | CF8, CF8M, 17-4PH |
| Titanium | Grade 2, Grade 5 | Investment casting only |
| Zinc | Possible but uncommon | Zamak alloys (die casting favorite) |
Lead Time Comparison
| Phase | CNC Machining | Casting |
|---|---|---|
| Tooling / Setup | 1 - 3 days | 4 - 12 weeks (mold build) |
| First Article | 3 - 7 days | 6 - 14 weeks |
| Production (per batch) | 1 - 3 weeks | 2 - 4 weeks |
CNC machining gets you parts in days. Casting takes weeks just to build the mold. If time matters, CNC is the clear winner for early production.
When to Use Each
Choose CNC Machining When:
- Volume is under 500 parts
- Design is still changing
- You need tight tolerances (+/-0.005" or better)
- You need parts fast (days, not months)
- Material is not a common casting alloy
Choose Casting When:
- Volume is above 500-1,000 parts
- Design is frozen and tested
- Part has complex internal passages (casting can form these)
- Material cost savings matter (casting uses less raw material)
- Tolerances are loose enough (or you will machine critical features after)

Need help deciding? Upload your CAD file to RivCut and we will help you pick the right process. We specialize in production CNC machining and can also help you transition to casting when volumes justify it.
Frequently Asked Questions
Is casting cheaper than CNC machining?
At high volumes (500+ parts), yes. At low volumes, no. The mold cost makes casting expensive for small batches.
Can you CNC machine a cast part?
Yes. This is very common. Cast the near-net shape, then CNC machine the tight-tolerance features. This is called "cast and machine."
What tolerances can casting achieve?
Investment casting: +/-0.003" to +/-0.010". Die casting: +/-0.005" to +/-0.015". Sand casting: +/-0.020" or looser.
How long does it take to make a casting mold?
Die casting molds take 8-12 weeks. Investment casting tooling takes 4-6 weeks. Sand casting patterns can be ready in 1-2 weeks.
Which is stronger, cast or machined parts?
CNC machined parts from wrought stock are typically stronger. Cast parts can have porosity and grain structure differences that reduce strength by 10-30%.