How CNC Milling Works
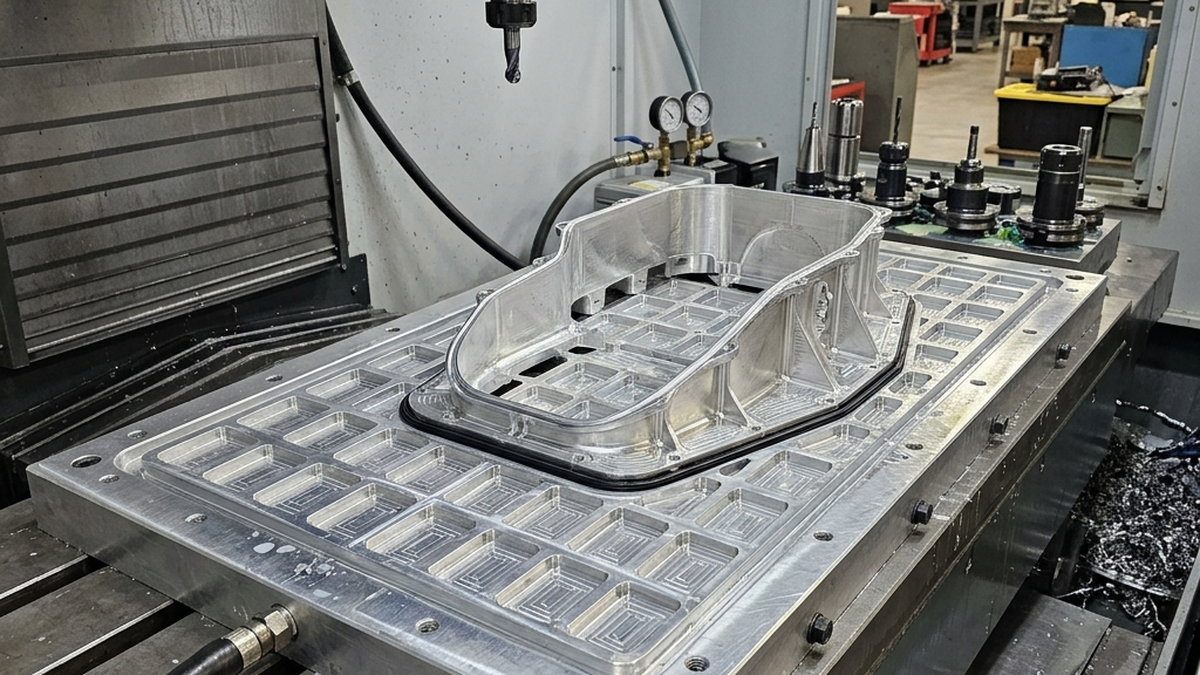
In milling, the cutting tool spins. The workpiece is clamped to a table. The spinning tool moves across the part to remove material.
Mills are great for flat surfaces, pockets, slots and holes. They can make boxy shapes with sharp corners. With 5-axis capability, they can also cut complex angles and contours.
- Tool spins at high speed (up to 20,000+ RPM)
- Part stays mostly still on the table
- Best for: Flat faces, pockets, slots, irregular shapes
- Common machines: 3-axis VMC, 5-axis mill
How CNC Turning Works
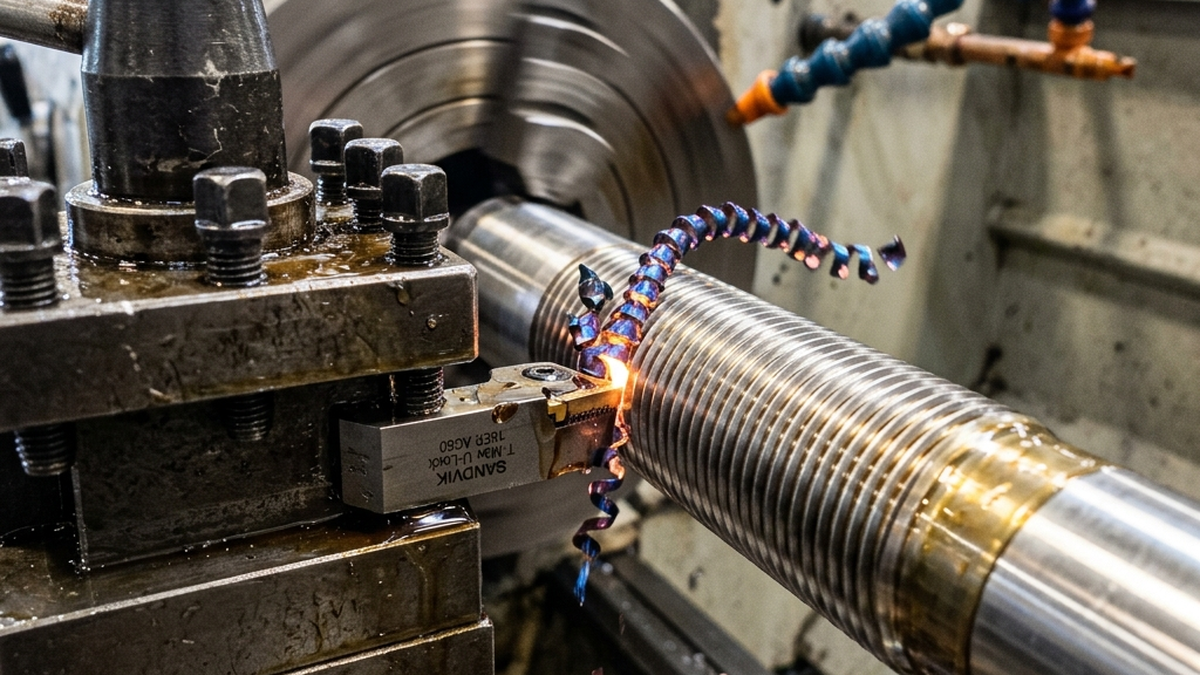
In turning, the part spins. A stationary cutting tool feeds into the spinning workpiece. This naturally creates round shapes.
Lathes excel at shafts, pins, bushings and anything cylindrical. Modern CNC lathes with live tooling can also mill flats, drill cross-holes and cut keyways without a second machine.
- Part spins in a chuck or collet
- Tool stays mostly still and feeds in
- Best for: Shafts, pins, bushings, threaded parts
- Common machines: CNC lathe, Swiss-type lathe
For small, long parts (length-to-diameter ratio above 3:1), Swiss-type lathes deliver the best accuracy. They support the part close to the cut, which reduces deflection.
Part Geometry Guide: Prismatic vs Round
The shape of your part is the biggest factor. Here is a simple rule:
If your part looks like a box, use a mill. If it looks like a cylinder, use a lathe. If it looks like both, use a mill-turn.

| Part Feature | Best Process | Example Parts |
|---|---|---|
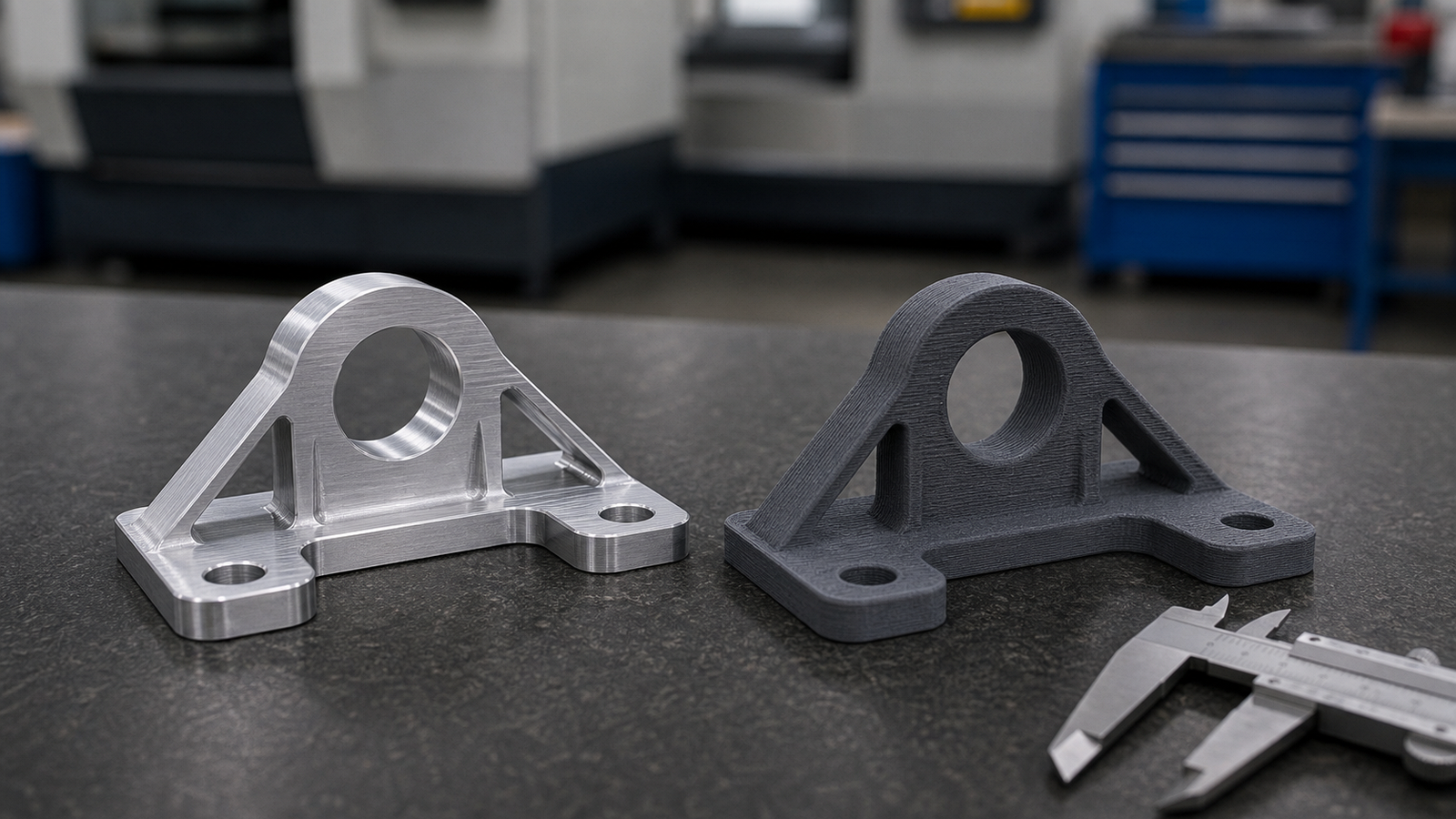
| Flat surfaces, pockets | Milling | Brackets, housings, plates |
| Round OD, bores | Turning | Shafts, spacers, bushings |
| Threads (external) | Turning | Bolts, studs, fittings |
| Slots, keyways | Milling | Motor mounts, gear blanks |
| Round part + flats | Mill-Turn | Valve bodies, sensor housings |
| Round part + cross-holes | Mill-Turn or Lathe + Mill | Manifolds, hydraulic fittings |
Cost Comparison
Turning is usually faster for round parts. Lathes remove material quickly because the entire circumference is always engaged. Milling is faster for flat stock because the tool can take wide, shallow passes.
| Factor | Milling | Turning |
|---|---|---|
| Hourly Rate | $75 - $150/hr | $60 - $120/hr |
| Material Removal (round) | Slower | Faster |
| Material Removal (flat) | Faster | Not ideal |
| Setup Time | 15 - 45 min | 10 - 30 min |
| Typical Tolerances | +/-0.001" to +/-0.005" | +/-0.0005" to +/-0.003" |
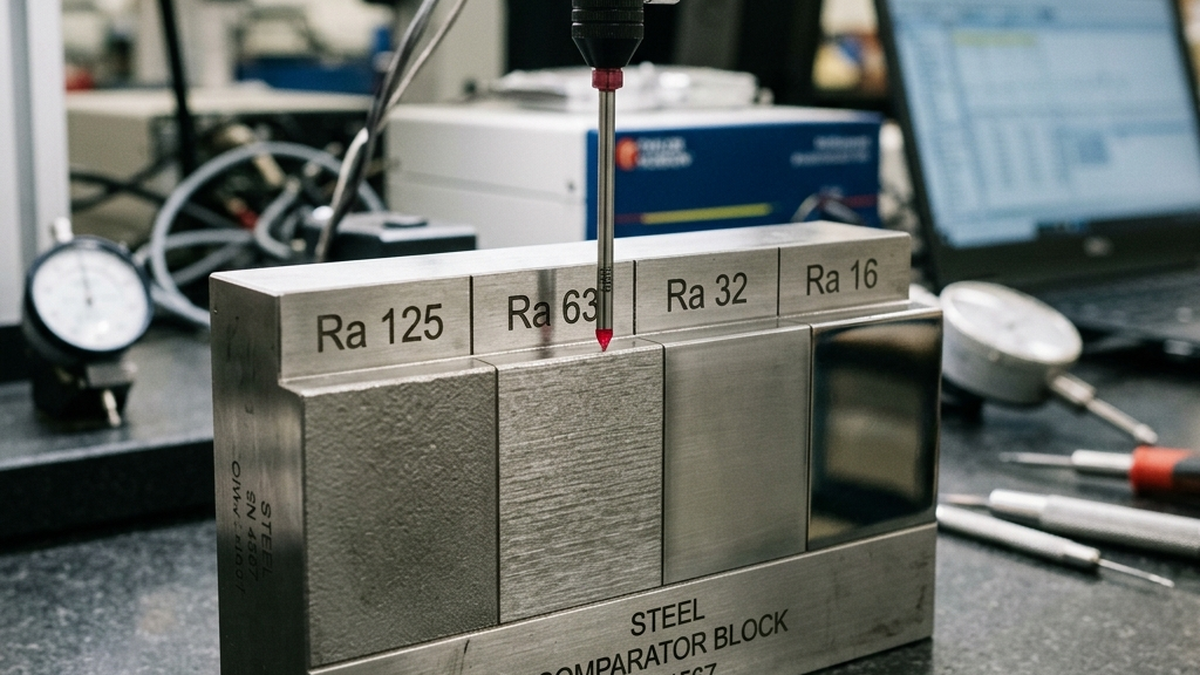
| Surface Finish | 16 - 63 Ra | 8 - 32 Ra |
Turning often delivers better surface finishes. The cutting action is continuous. In milling, each flute creates a tiny scallop on the surface.
When to Combine Both Processes
Many parts need both milling and turning. A common example is a shaft with a flat for a set screw. The shaft gets turned on a lathe. Then it moves to a mill for the flat.
You should combine both when your part has:
- Round body + flat features (flats, D-cuts, hex shapes)
- Round body + cross-holes (radial holes through the cylinder)
- Round body + slots or keyways
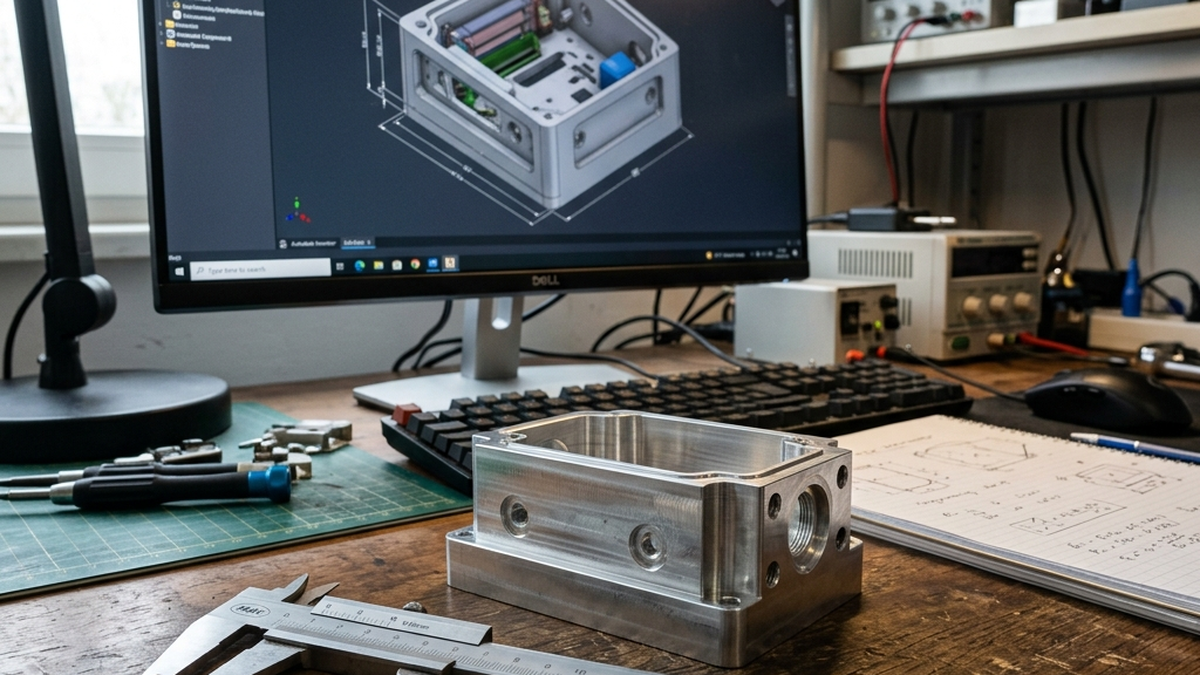
- Boxy shape + one or more bores (a bore on a mill is fine, but a lathe does it faster)
Moving a part from a lathe to a mill introduces alignment error. If turned and milled features must be concentric within 0.001", use a mill-turn machine instead.
Mill-Turn Machines: The Best of Both
A mill-turn machine combines a lathe and a mill into one unit. The spindle can spin the part for turning. It can also lock the part and use live tools for milling.
Mill-turns are ideal when:
- Your part needs both turning and milling features
- Concentricity between turned and milled features is critical
- You want to avoid the cost and risk of moving parts between machines
- You are running medium to high volumes and want faster cycle times
The trade-off is cost. Mill-turn rates run $100-$180/hr. But you save on setup time and get better accuracy. For complex round parts, the total cost is often lower.
Not sure which process fits your part? Upload your CAD file to RivCut and we will recommend the best approach. We run mills, lathes and mill-turns in house.
Frequently Asked Questions

What is the difference between CNC milling and turning?
In milling, the tool spins and the part stays still. In turning, the part spins and the tool stays still. Milling makes flat, boxy shapes. Turning makes round shapes.
Is milling or turning cheaper?
Turning is usually cheaper for round parts. Milling is more cost-effective for flat parts. The shape of your part decides which is cheaper.
Can a CNC mill make round parts?
Yes, but it is slower and costs more. A mill cuts circles using interpolation. A lathe makes circles naturally by spinning the part.
What is a mill-turn machine?
It combines a lathe and mill in one machine. It spins the part for turning and stops it for milling. This makes complex parts in a single setup.
When should I combine milling and turning?
Combine both when your part is mostly round but has flats, cross-holes, or slots. A mill-turn or two-operation approach handles this well.