What Are Tolerances?
A tolerance is the allowed range of variation for a dimension. If your part is 1.000" with a tolerance of +/-0.005", the shop can deliver anything from 0.995" to 1.005" and it passes inspection.
Tighter tolerances mean the shop has to cut slower, measure more often and sometimes use special tools. That adds time and cost. The goal is to only call out tight tolerances where your part truly needs them.
Standard Tolerances: What You Get for Free
Most CNC machine shops hold +/-0.005" (0.127 mm) as their standard tolerance. This is what you get on every feature unless your drawing calls out something tighter.
At this tolerance, the shop does not need extra steps. The machine holds it naturally with normal feeds and speeds. There is no added cost or inspection time.
If your drawing has no tolerance block, most shops will use +/-0.005" as the default. Always include a general tolerance note on your drawing to avoid confusion.
Tight Tolerances: +/-0.001"
A tolerance of +/-0.001" (0.025 mm) is where costs start to climb. The shop needs to slow down, take lighter finishing passes and measure more carefully.
Most modern CNC mills can hold +/-0.001" on stable materials like aluminum and steel. It is a realistic tolerance for bearing bores, shaft fits and mating surfaces.
- Requires lighter finishing passes at slower feeds
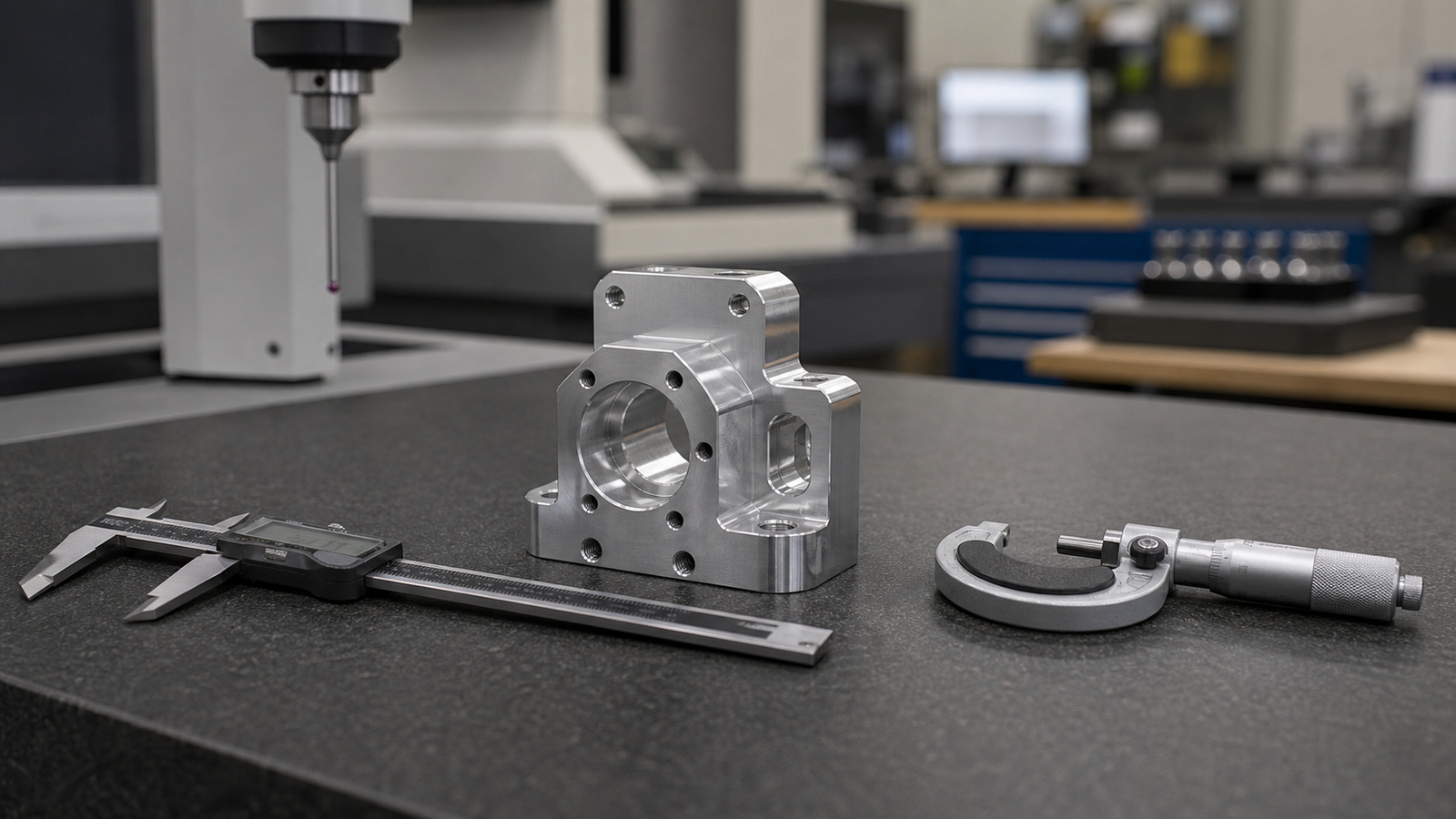
- Each feature gets measured with a micrometer or CMM
- Adds 20-50% to the cost of that feature
- Temperature control matters -- parts expand as they warm up
Ultra-Tight Tolerances: +/-0.0005" and Below
Tolerances tighter than +/-0.0005" (0.0127 mm) enter precision machining territory. This level requires grinding, lapping, or very carefully controlled CNC finishing.
You will see these specs on aerospace bearing seats, medical implant surfaces and optical components. They require climate-controlled inspection rooms and calibrated gauges.
Ultra-tight tolerances can double or triple the cost of a part. Every feature at +/-0.0005" needs individual inspection. Make sure your design truly requires it before calling it out.
Cost Breakdown by Tolerance Tier
Here is how tolerance level affects your per-part cost. These are rough ranges -- the exact impact depends on material, part size and feature geometry.

| Tolerance | Cost Impact | Inspection | Typical Use |
|---|---|---|---|
| +/-0.005" | Baseline (1x) | Visual + calipers | Non-critical features |
| +/-0.003" | 1.1-1.2x | Calipers + mic | Light press fits, brackets |
| +/-0.001" | 1.2-1.5x | Micrometer + CMM | Bearing bores, mating faces |
| +/-0.0005" | 2-3x | CMM required | Aerospace, medical |
| +/-0.0002" | 3-5x | CMM + gauge blocks | Optical, semiconductor |
When to Specify Tight Tolerances
Only call out tight tolerances on features that truly need them. Here are the most common cases:
- Bearing bores -- The bore must match the bearing outer diameter for a press or slip fit
- Shaft diameters -- Shafts that spin in bearings need controlled fit
- Seal grooves -- O-ring grooves need tight width and depth to seal properly
- Mating surfaces -- Two parts that bolt together and need to align precisely
- Dowel pin holes -- Locating features need tight position and diameter control
Everything else -- clearance holes, outside edges, non-critical pockets -- can stay at standard tolerance. For features that require form or location control beyond simple +/- dimensions, use GD&T callouts.
How to Save Money on Tolerances
These five steps can cut your part cost by 20-40% without changing the function of your design:
- Use standard tolerances by default. Add a general note: "Unless otherwise noted, all dimensions +/-0.005"."
- Only call out tight tolerances on 2-3 critical features. Every tight callout adds time and inspection cost.
- Use fit tables instead of guessing. ANSI/ISO fit tables tell you the exact tolerance for a press fit, slip fit, or clearance fit.
- Talk to your shop early. A good machine shop can tell you which tolerances are easy to hold and which ones will be expensive. RivCut offers free DFM reviews on every quote.
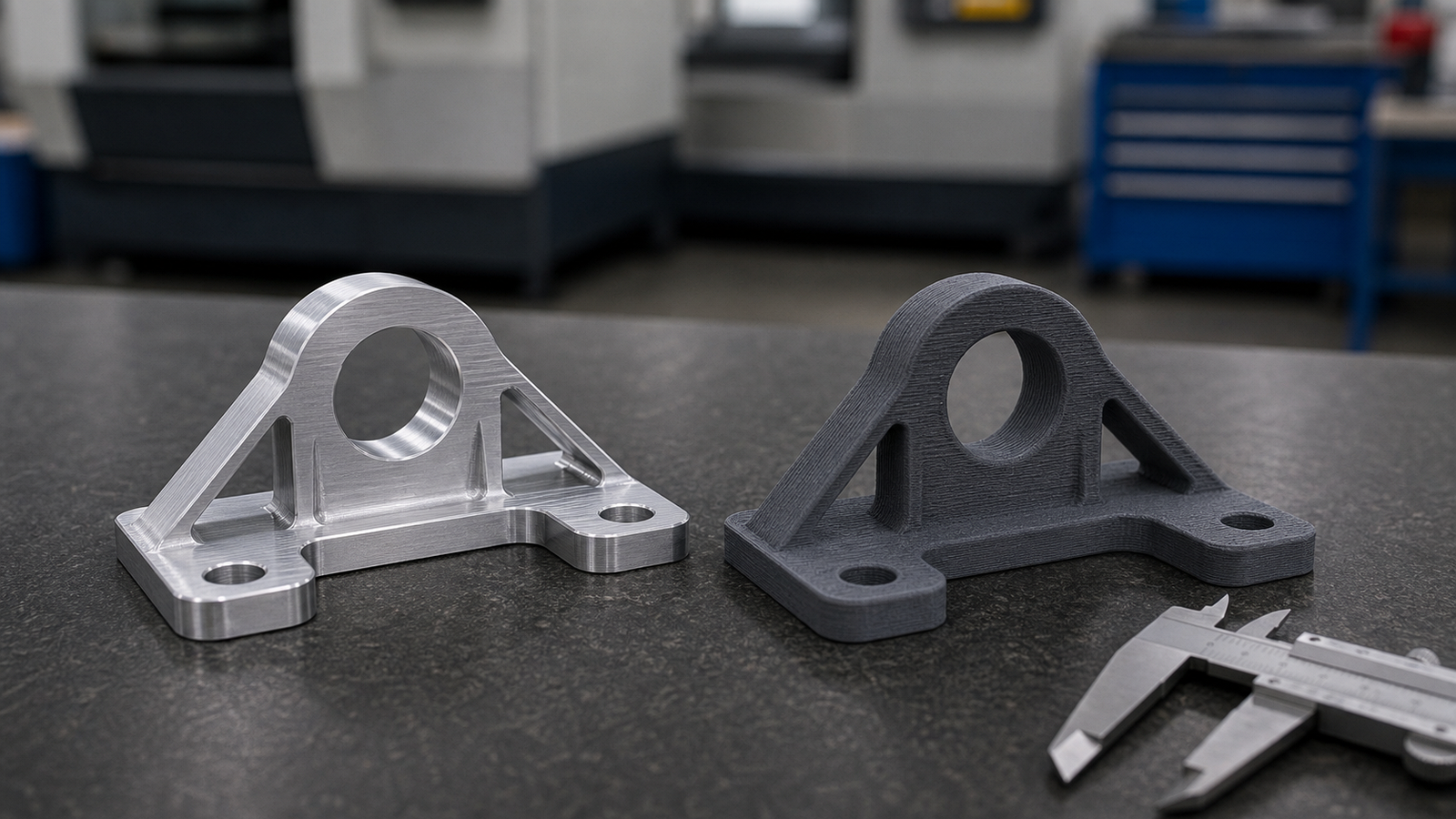
- Consider the material. Aluminum holds tight tolerances easily. Plastics and stainless steel are harder. Choose a stable material if tight tolerances are critical.
The best parts we see have 2-3 tight tolerances and everything else at standard. That is smart engineering -- and it keeps your costs down.
Frequently Asked Questions
What is a standard CNC milling tolerance?
The standard CNC milling tolerance is +/-0.005" (0.127 mm). Most shops hold this on every feature without extra cost. It covers the vast majority of non-critical dimensions on machined parts.
How much does tight tolerance machining cost?

Tight tolerances of +/-0.001" typically add 20-50% to the part cost. Ultra-tight tolerances of +/-0.0005" can double or triple the price because they need slower feeds, extra inspection and sometimes grinding.
When should I specify tight tolerances?
Only on features that mate with other parts, need a press or slip fit, or affect function like bearing bores and seal grooves. Leave all other features at standard tolerance to keep costs down.
What is the tightest tolerance CNC milling can hold?
High-end CNC mills can hold +/-0.0002" (5 microns) on small features in stable materials. Holding this across a production run is expensive and usually reserved for aerospace or medical parts.
Does material affect achievable tolerances?
Yes. Aluminum and brass hold tight tolerances easily. Stainless steel work hardens and plastics expand with heat. Talk to your shop about material choice when tolerances are critical.