Two Industries, Different Rules
Aerospace and medical parts share one thing. They both must be perfect. A failure in either field puts lives at risk.
But the paths to "perfect" are different. Aerospace focuses on structural strength and fatigue life. Medical focuses on biocompatibility and patient safety. The standards reflect these priorities.
Certification Comparison
Each industry has its own quality management standard. They overlap in many areas, but each adds unique requirements.
| Requirement | Aerospace | Medical |
|---|---|---|
| Quality Standard | AS9100D | ISO 13485 |
| Base Standard | ISO 9001 | ISO 9001 |
| Risk Management | Built into AS9100D | ISO 14971 (standalone) |
| Regulatory Body | FAA / EASA | FDA / EU MDR |
| Export Controls | ITAR / EAR | Generally none |
| Special Processes | NADCAP | Validated processes |
| FAI Standard | AS9102 | Varies by customer |
Material Requirements
Both industries use high-performance metals. But the reasons are different. Aerospace needs strength and weight savings. Medical needs body compatibility.
Aerospace Materials
- Ti-6Al-4V (Grade 5), structural brackets, engine mounts
- 7075-T6 Aluminum, airframe components, high-stress brackets
- Inconel 718, turbine parts, high-temp applications
- 15-5 PH Stainless, landing gear, structural fasteners
Medical Materials
- 316L Stainless, surgical instruments, non-implant hardware
- Ti Grade 23 (ELI), implants, bone screws, spinal cages
- PEEK, spinal fusion cages, dental components
- Cobalt Chrome, joint replacements, dental implants
Medical implant materials must pass biocompatibility testing per ISO 10993. Aerospace materials do not have this requirement. The material cert alone is not enough for medical, you may also need biocompatibility data.
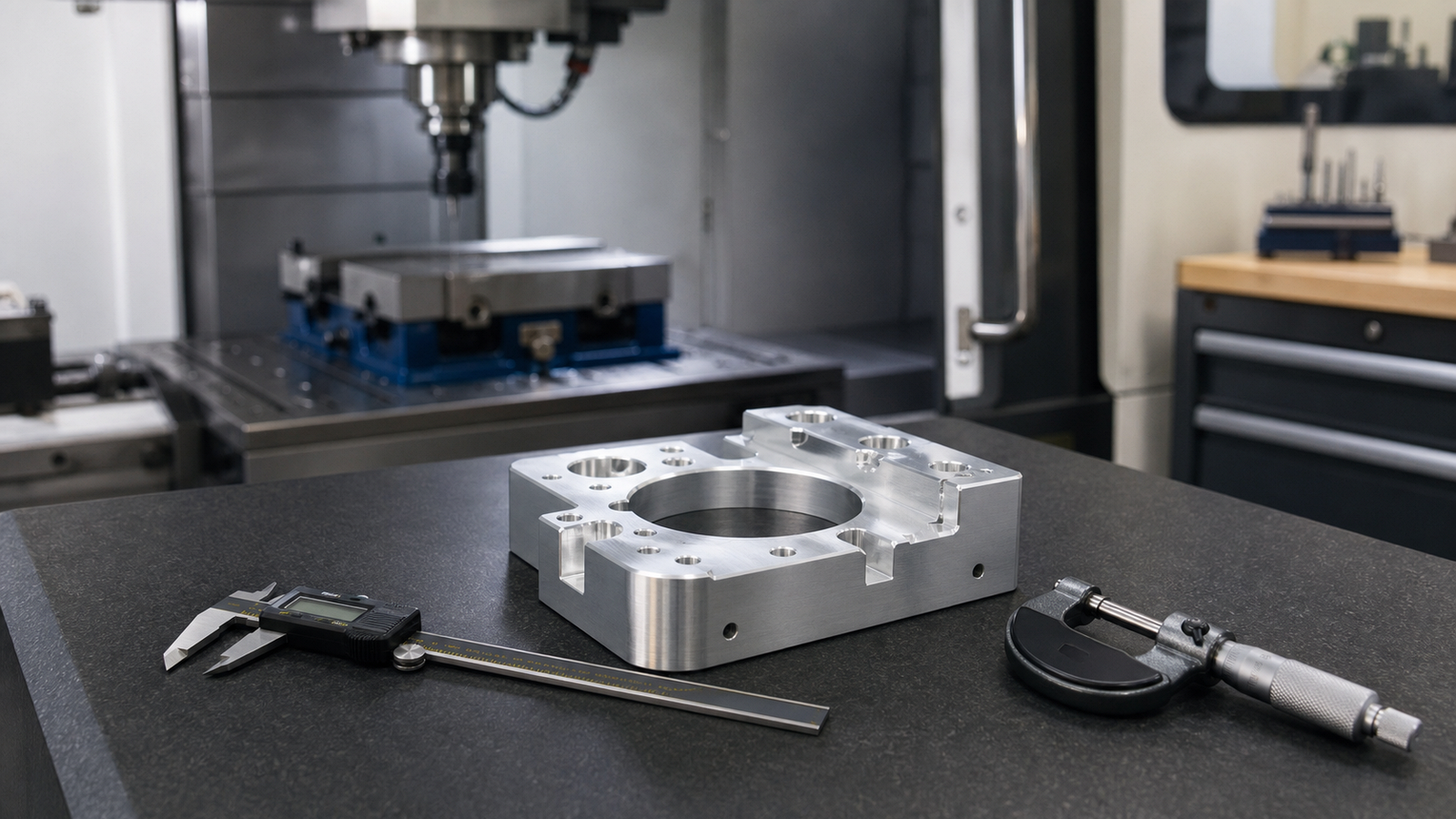
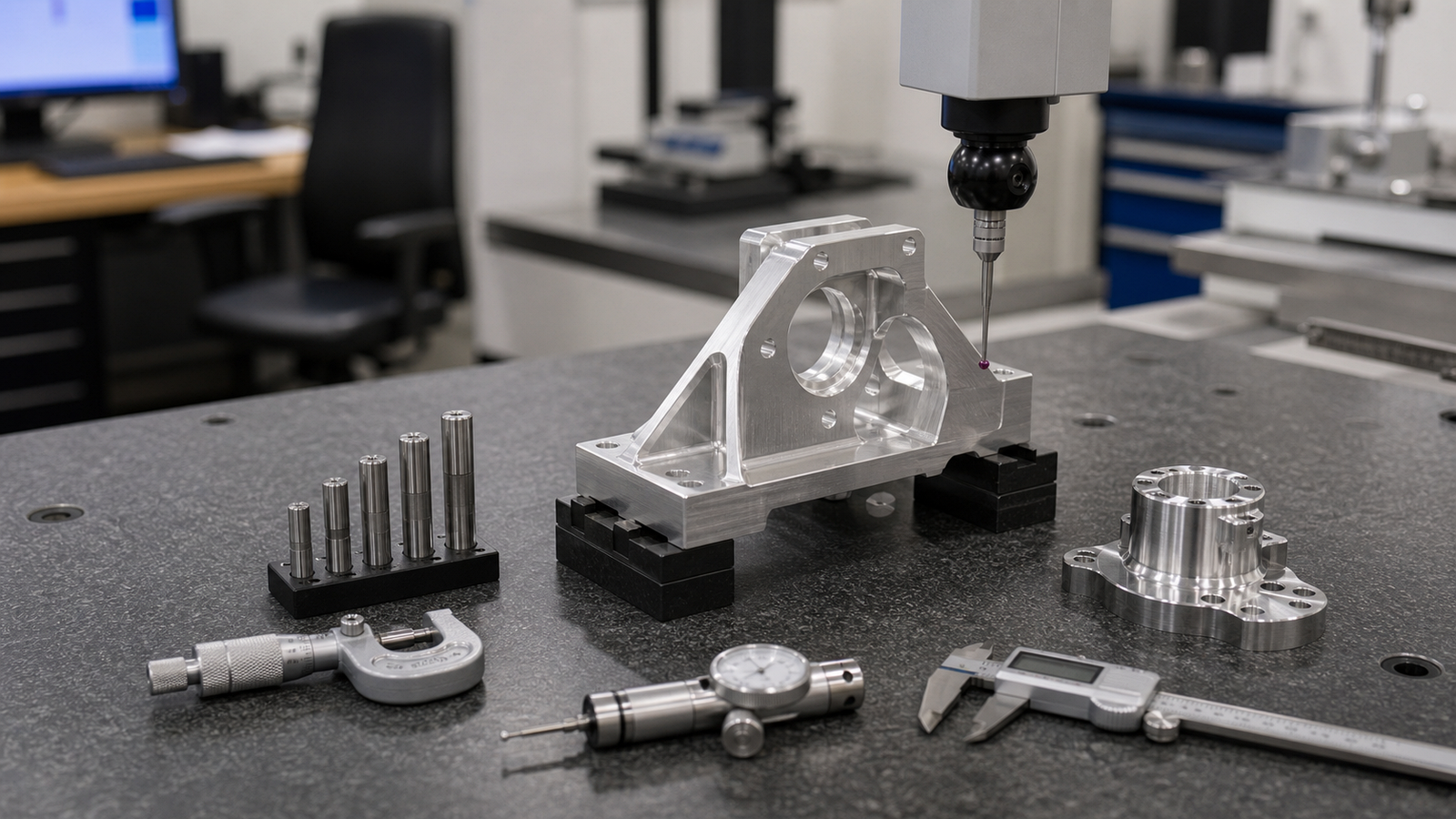
Tolerance Expectations
Both industries work with tight tolerances. But the critical features differ.
| Feature | Aerospace Typical | Medical Typical |
|---|---|---|
| General Dimensions | +/-0.005" | +/-0.005" |
| Critical Dimensions | +/-0.0005" | +/-0.001" |
| Bore / Hole Fits | +/-0.0002" | +/-0.0005" |
| GD&T Usage | Heavy (per ASME Y14.5) | Moderate |
| Surface Finish | 32-63 Ra typical | 8-16 Ra for implants |
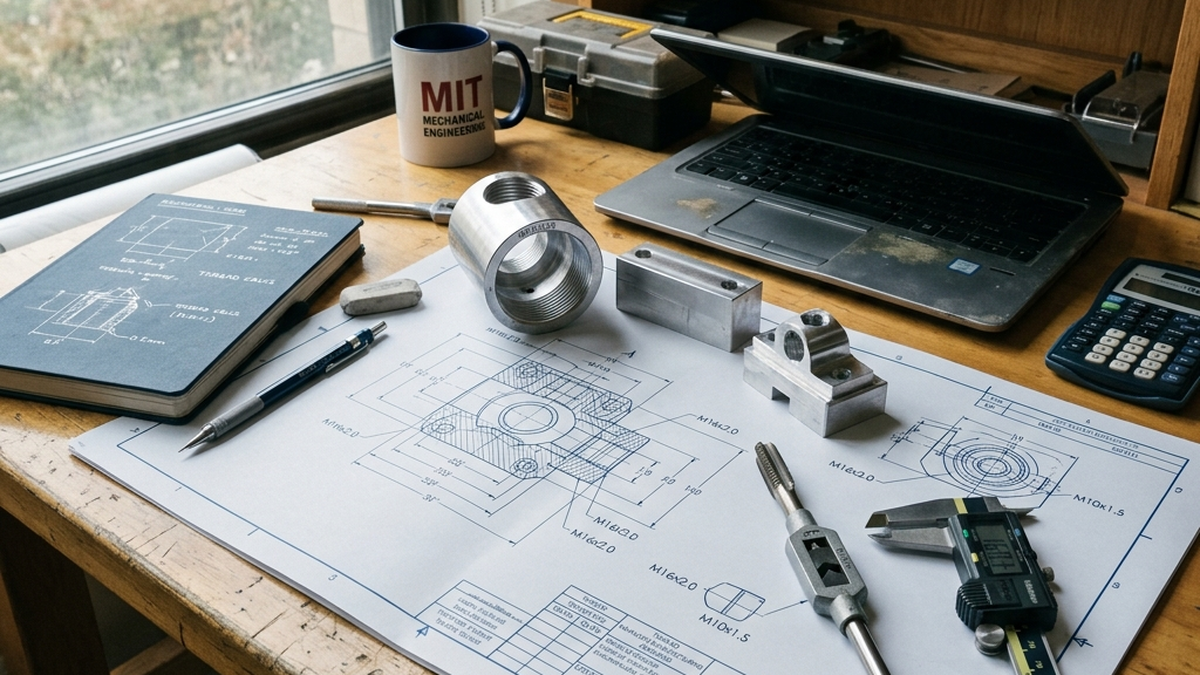
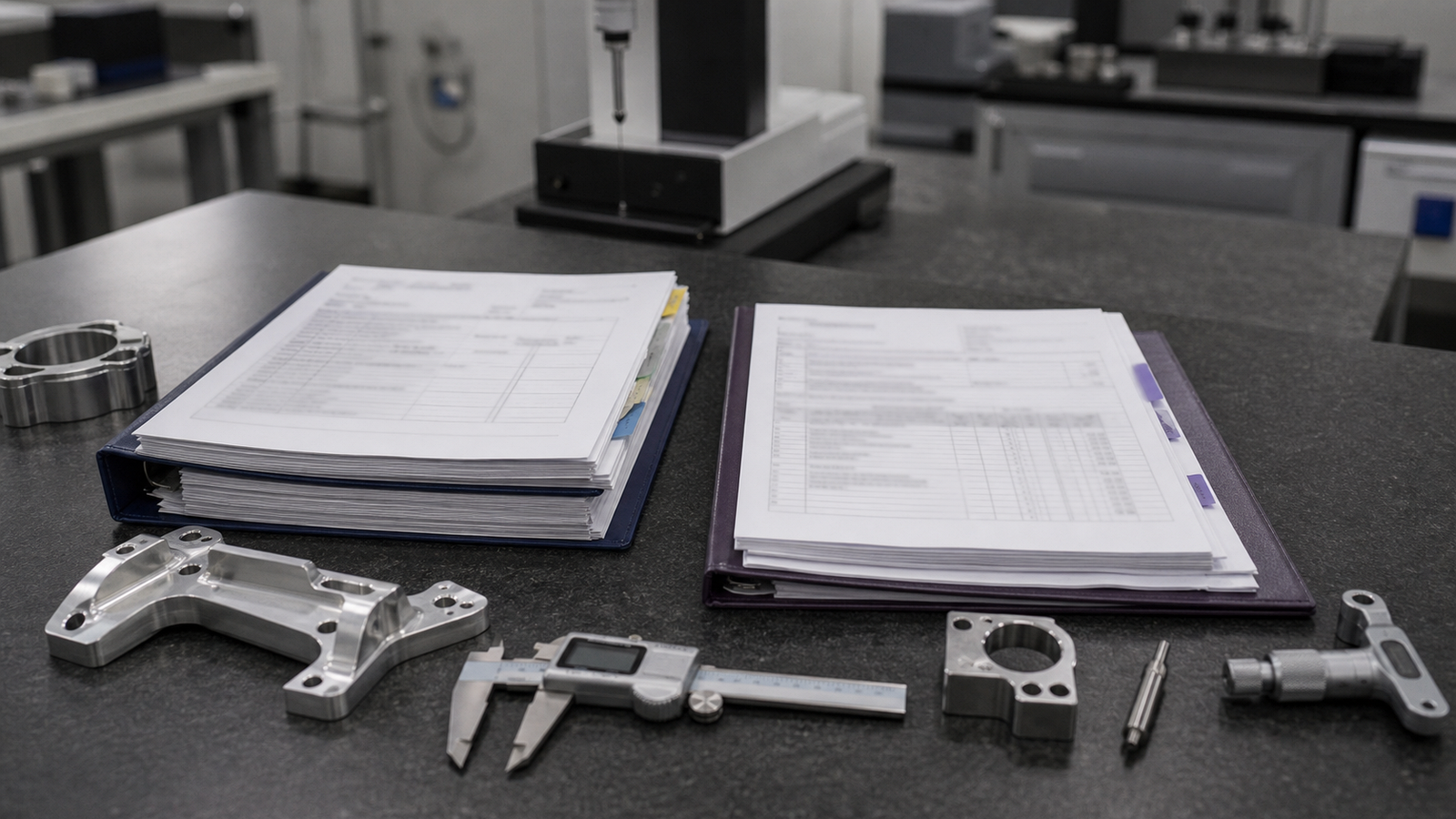
Documentation Differences
Both industries require a paper trail. But the documents are different.
Aerospace Documentation
- AS9102 First Article Inspection (3 forms)
- Material certs with full traceability
- NADCAP certs for special processes
- Configuration control records
- Certificate of Conformance
Medical Documentation
- Device History Record (DHR)
- Risk analysis per ISO 14971
- Process validation records (IQ/OQ/PQ)
- Biocompatibility test reports
- Certificate of Conformance
- Lot traceability to patient level (for implants)
Surface Finish Standards
Aerospace parts typically need 32 Ra or better. Medical implants need much finer finishes, often 16 Ra or better. Some implant surfaces need electropolishing to reach 8 Ra.
The reason is different too. Aerospace cares about fatigue life. Rough surfaces create stress risers. Medical cares about biofilm and tissue integration. Smooth surfaces reduce infection risk.
Side-by-Side Summary
| Factor | Aerospace | Medical |
|---|---|---|
| Primary Concern | Structural integrity, fatigue | Biocompatibility, patient safety |
| Quality System | AS9100D | ISO 13485 |
| Key Materials | Ti-6Al-4V, 7075, Inconel | 316L, Ti Gr 23, PEEK |
| Surface Finish | 32 Ra typical | 8-16 Ra for implants |
| Export Controls | ITAR / EAR | None typically |
| Regulatory | FAA / EASA | FDA / EU MDR |
Need parts for both aerospace and medical? RivCut machines for both industries. Upload your CAD file and tell us your requirements.
Frequently Asked Questions
What is the difference between AS9100 and ISO 13485?
AS9100 is for aerospace. It covers product safety, configuration control and counterfeit prevention. ISO 13485 is for medical devices. It focuses on design controls and regulatory compliance.

Can one shop handle both industries?
Yes, if they hold both certifications. The quality systems overlap but each has unique requirements.
Which industry has tighter tolerances?
Aerospace structural parts often need +/-0.0005" with full GD&T. Medical implants focus more on surface finish, with tolerances typically at +/-0.001".
What materials are unique to each?
Medical uses biocompatible materials like 316L, Ti Grade 23 and PEEK. Aerospace uses high-strength alloys like 7075-T6, Inconel 718 and 15-5 PH stainless.
Is documentation harder in aerospace or medical?
Both are demanding. Aerospace requires AS9102 FAI and NADCAP certs. Medical requires design history files and ISO 14971 risk analysis. Neither is simple.
How the Quality Systems Change the Quote
The biggest difference between aerospace and medical machining is not the machine tool. It is the control system around the work. Aerospace customers commonly expect AS9100-style controls, configuration management, material traceability and first article inspection. Medical customers expect ISO 13485-style controls, risk management, validated processes when required and records that support device history.
The FDA’s Quality Management System Regulation has moved closer to ISO 13485 by incorporating that medical-device quality system framework into 21 CFR Part 820. For buyers, the practical meaning is simple: medical parts require a controlled process, documented responsibilities and records that can withstand regulatory review. A shop that can cut titanium beautifully is not automatically ready for medical-device production.
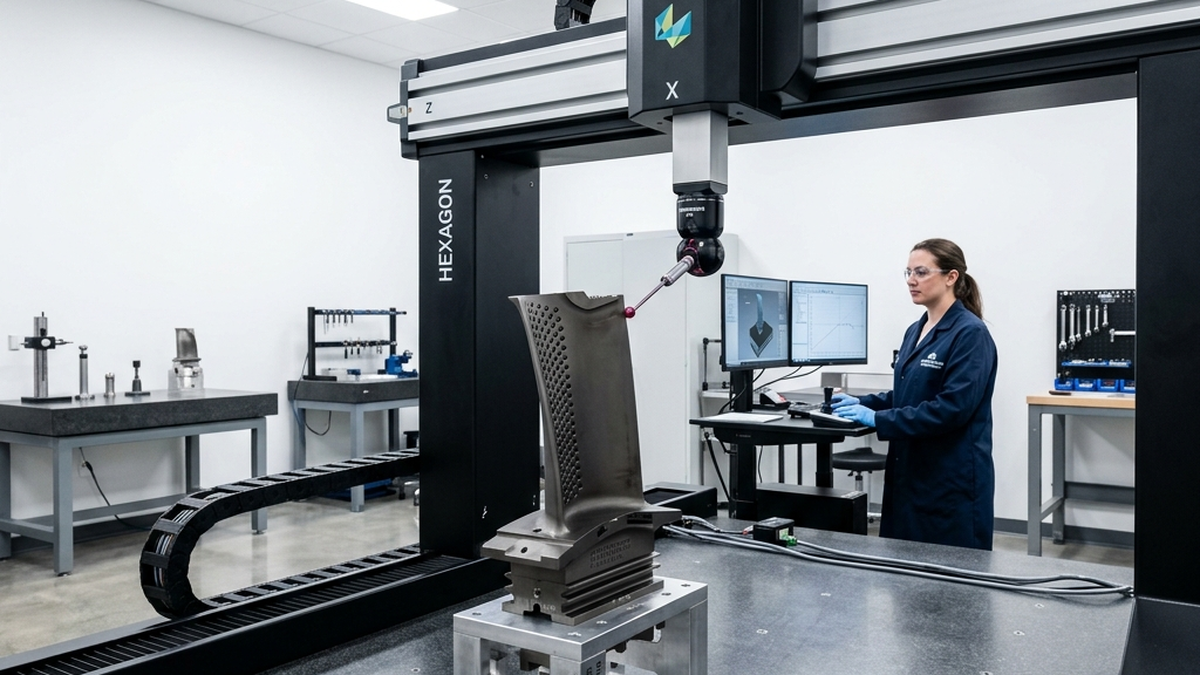
Aerospace first article inspection is usually tied to AS9102. That means the first production-representative part is checked against the drawing, specifications and process plan. Medical first articles may be customer-specific, but the broader concern is validation and traceability. These differences affect lead time and price, especially when buyers ask for aerospace CNC machining documentation requirements or medical device CNC machining ISO 13485 requirements.
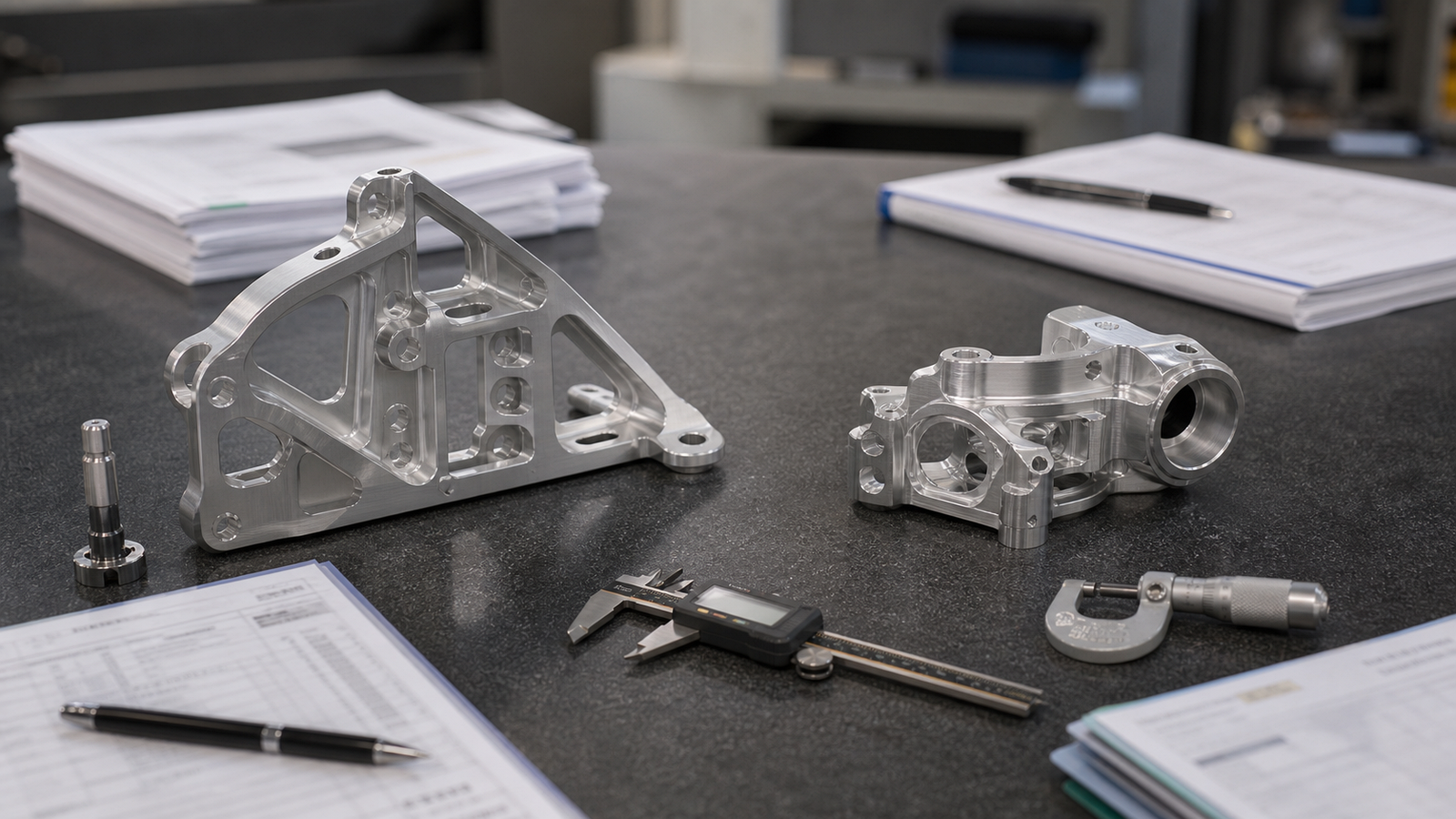
How to Choose the Right Supplier
Choose the supplier based on the consequence of failure. For aerospace brackets, housings and flight hardware, ask about AS9100 registration, material cert retention, AS9102 first article capability, source inspection, nonconformance handling and special-process partners. For medical instruments, implants or device components, ask about ISO 13485 alignment, cleaning requirements, lot control, validation support, passivation, electropolishing and biocompatible material sourcing.
Do not assume one quote package fits both industries. A medical prototype may need a clean handling plan but not a full production validation package. An aerospace prototype may need traceable material and inspection data even before production. The buyer’s job is to tell the shop what the part is, where it will be used and which documents are mandatory.
For parts that cross industries, such as titanium orthopedic tools made by aerospace-capable suppliers, define the governing standard before quoting. That avoids confusion over whether the shop should prioritize flight-grade documentation, medical device records or both.
Long-Tail Questions This Article Answers
This guide covers aerospace vs medical CNC machining requirements, AS9100 vs ISO 13485 for machine shops, AS9102 first article inspection for CNC parts, medical device CNC machining documentation, biocompatible materials for CNC medical parts, ITAR aerospace machining vs medical machining, surface finish requirements for medical machined parts and how to choose a regulated CNC machine shop.
If you are unsure which standard applies, share the end use before the quote. The process plan, paperwork and inspection scope should be built around the risk of the part.
RFQ Notes for Regulated Parts
For aerospace work, include drawing revision, material specification, required certs, first article requirements, special processes and whether ITAR or export controls apply. If the part is prototype hardware, state whether prototype documentation is enough or whether the job must follow production-level controls.
For medical work, include whether the part is implantable, patient-contacting, reusable, disposable or part of manufacturing equipment. State cleaning, passivation, electropolishing, packaging and documentation expectations. If the part supports verification testing, the shop should know before machining so records match the test plan.
The safest RFQ is explicit. Regulated suppliers are used to requirements, but they cannot guess which records your quality team will need later.
Common Sourcing Mistakes to Avoid
The biggest mistake is asking for regulated work without naming the governing standard. A shop cannot know whether AS9102, ISO 13485-style records, customer-specific validation or ordinary inspection is expected unless the buyer says so. Another mistake is treating prototype parts as paperwork-free. Prototype hardware used for formal testing may still need traceable material, controlled revision and inspection records. The safest approach is to define the document package before the purchase order.
For best results, send the shop the model, drawing, quantity, revision status, target lead time and any inspection or documentation requirements at the start. Clear inputs help the supplier quote the real job, choose the right setup and avoid surprises after machining begins.
Final Buyer Takeaway
The best machining outcome usually comes from matching the quote package to the real manufacturing risk. A simple bracket may only need a clean model, standard material and normal inspection. A thin, cosmetic, regulated or schedule-critical part needs more context. Share the part function, mating features, quantity forecast, finish expectations and the reason any tight tolerance exists. That information lets the shop recommend a practical process instead of guessing from geometry alone.
For SEO and answer-engine clarity, this article intentionally addresses specific buyer searches rather than broad definitions only. Those long-tail questions are often the same questions a manufacturing engineer asks before releasing a purchase order: how will the part be held, what records are required, how will cost change at quantity and which risks should be solved before the first chip is cut?
As a final check, review the article against the actual purchase order before sending files. The safest quote packages connect engineering intent, required documents, acceptable finishes and delivery expectations in one place, which helps both the buyer and the shop avoid rework.