How 3-Axis Machining Works
A 3-axis CNC mill moves the cutting tool in three directions: left-right (X), front-back (Y) and up-down (Z). The part stays fixed on the table. The tool can only reach what is directly above it.
Think of it like a drill press that can also move sideways. It works great for flat parts and pockets. But it can only cut from the top. To reach other sides, you have to stop, flip the part, re-clamp it and re-zero.
- Best for: Flat plates, simple brackets, top-access pockets
- Typical tolerances: +/-0.002" to +/-0.005"
- Setup count: 1-6 setups per part (depends on features)
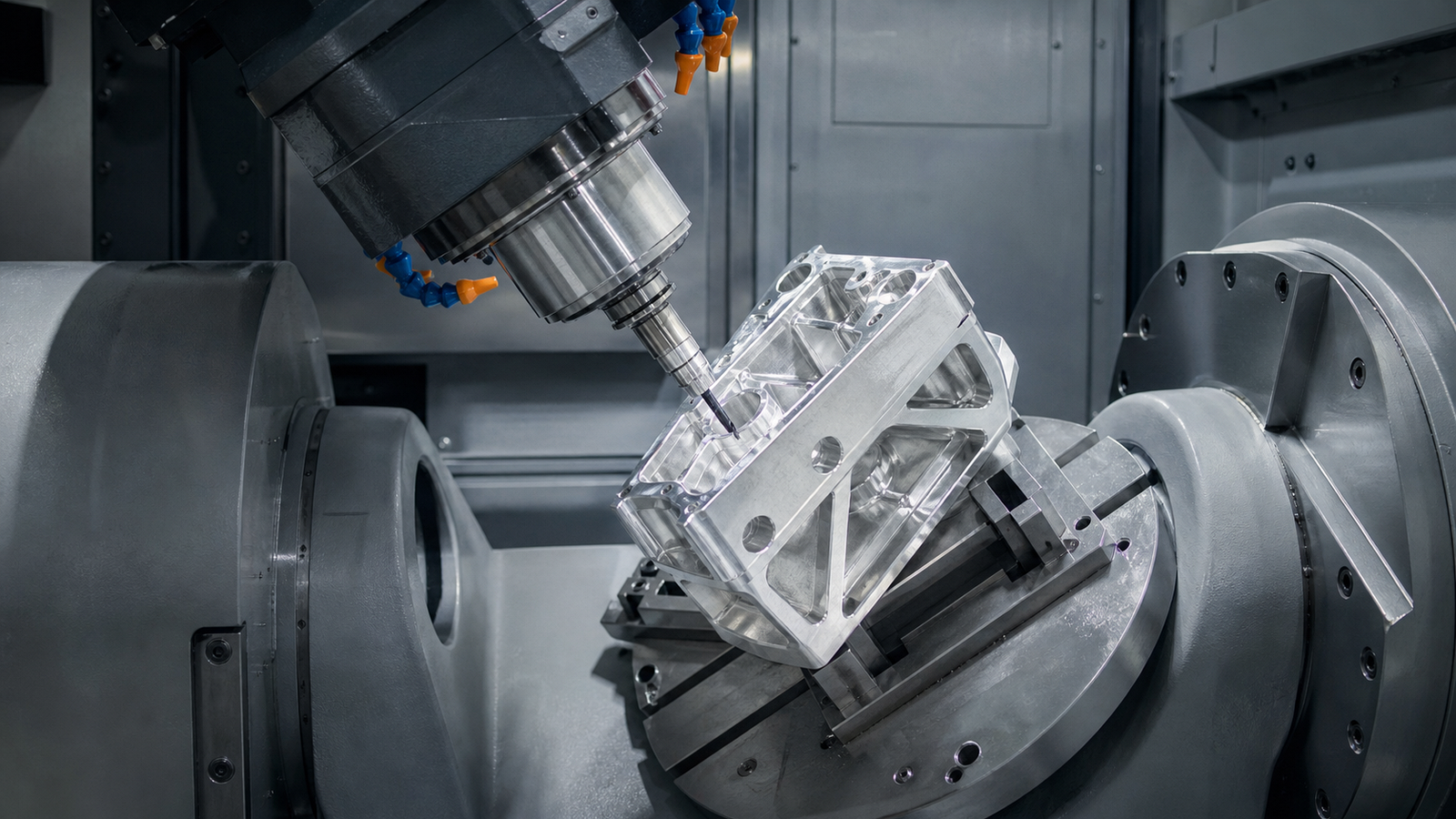
How 5-Axis Machining Works
A 5-axis machine adds two rotational axes. The table or spindle head can tilt and swivel. This lets the tool reach the part from almost any angle.
There are two main styles. 3+2 (positional) locks the two extra axes in place, then cuts with 3 axes. Simultaneous 5-axis moves all five axes at the same time. Simultaneous motion is needed for sculpted surfaces and complex contours.
Most shops use 3+2 positioning for 80% of their 5-axis work. Full simultaneous 5-axis is only needed for turbine blades, impellers and sculpted organic shapes.
- Best for: Multi-sided parts, compound angles, contoured surfaces
- Typical tolerances: +/-0.0005" to +/-0.002"
- Setup count: 1-2 setups for most parts
Cost Comparison
The hourly rate for a 5-axis machine is higher. That is a fact. But hourly rate is not the whole story. Total part cost is what matters.

| Factor | 3-Axis | 5-Axis |
|---|---|---|
| Hourly Rate | $75 - $125/hr | $125 - $200/hr |
| Setups Per Part | 2 - 6 | 1 - 2 |
| Setup Time Each | 15 - 45 min | 20 - 60 min |
| Fixture Cost | Low - Medium | Medium (fewer fixtures needed) |
| Scrap Risk | Higher (re-clamping errors) | Lower (single setup) |
| Surface Finish | Good | Excellent (shorter tools, less chatter) |
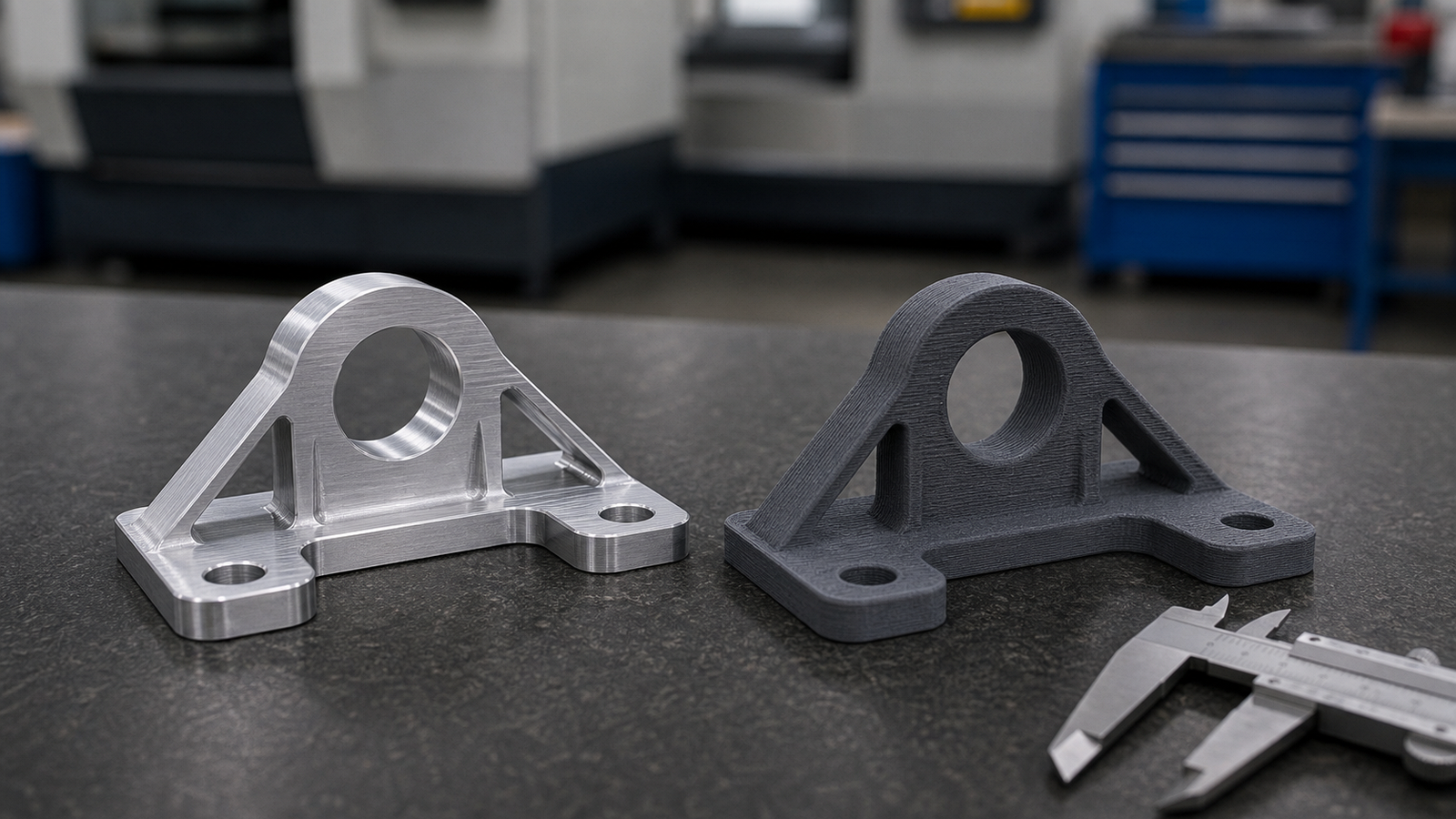
For a simple bracket with features on one side, 3-axis wins on cost. For a part with features on four sides, 5-axis often costs less overall because you skip three extra setups.
When 5-Axis Is Worth the Investment
You should consider 5-axis machining when your part has one or more of these traits:
- Features on 3+ sides - Every side you add means another setup on 3-axis. On 5-axis, you do it all at once.
- Compound angles - Holes or surfaces at odd angles are hard to reach on 3-axis. On 5-axis, you just tilt the table.
- Deep pockets or thin walls - 5-axis lets you use shorter, stiffer tools. Less chatter. Better finish.
- Tight position tolerances - Every time you re-clamp on 3-axis, you add position error. One setup means better accuracy.
- Contoured or sculpted surfaces - Turbine blades and impellers require simultaneous 5-axis motion.
A good rule of thumb: if your part needs 4 or more setups on a 3-axis machine, get a quote for 5-axis too. You might be surprised at the savings.
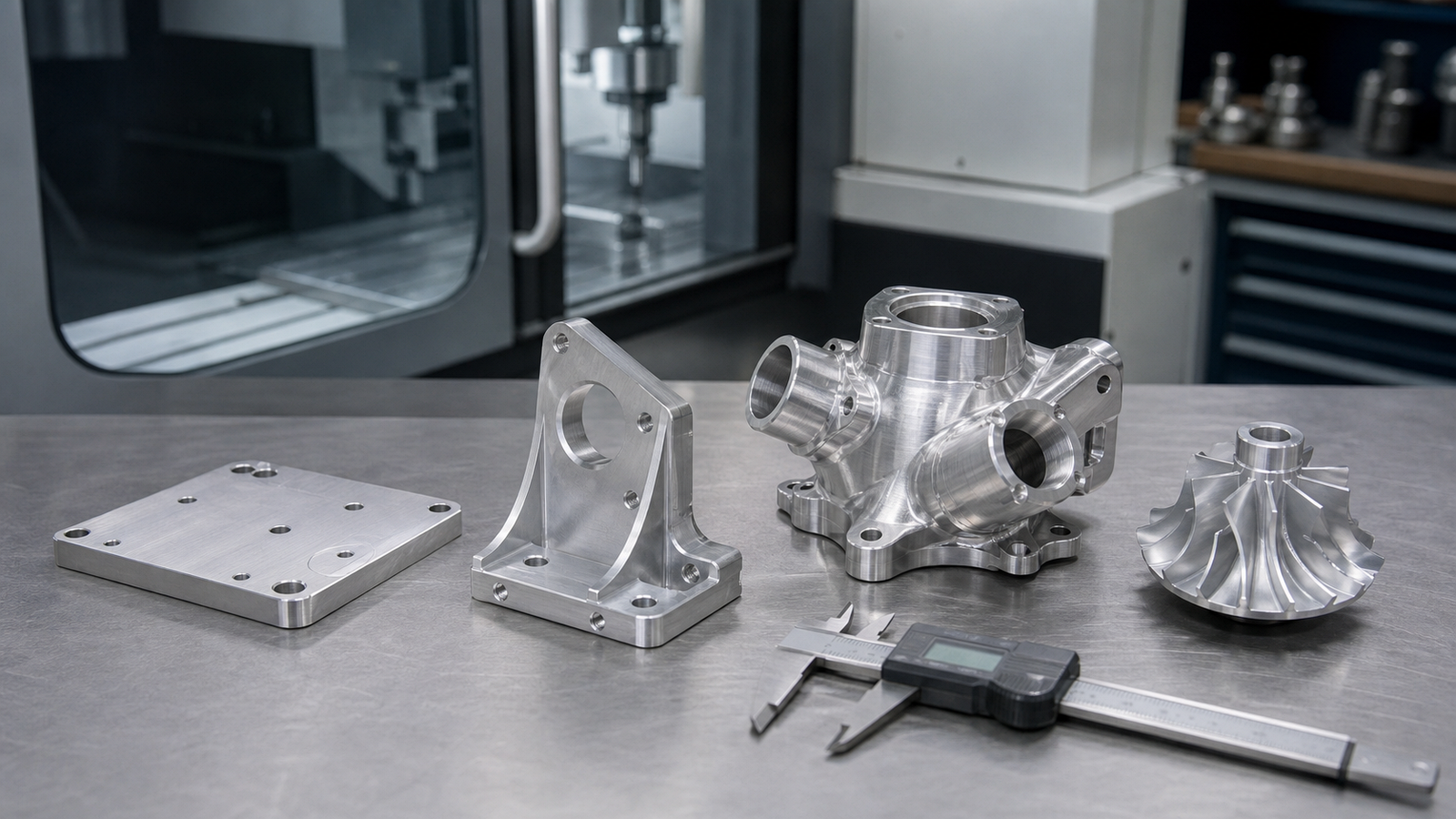
Part Complexity Examples
Here is how different parts line up on the 3-axis to 5-axis spectrum:
| Part Type | Best Process | Why |
|---|---|---|
| Flat mounting plate | 3-Axis | All features on one side |
| Simple bracket (2 sides) | 3-Axis | Two setups are quick and cheap |
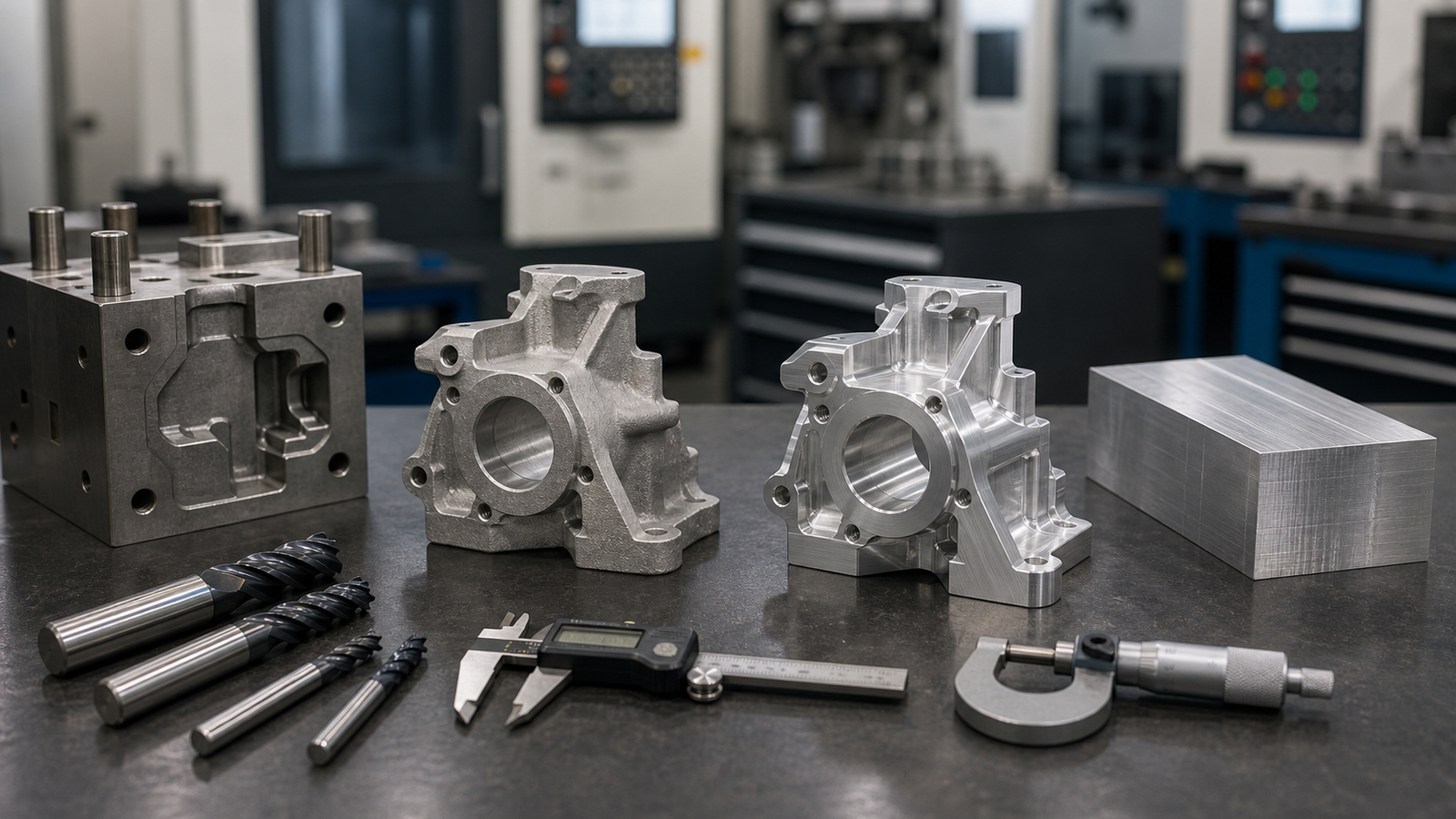
| Electronics enclosure (5 sides) | 5-Axis (3+2) | One setup replaces four flips |
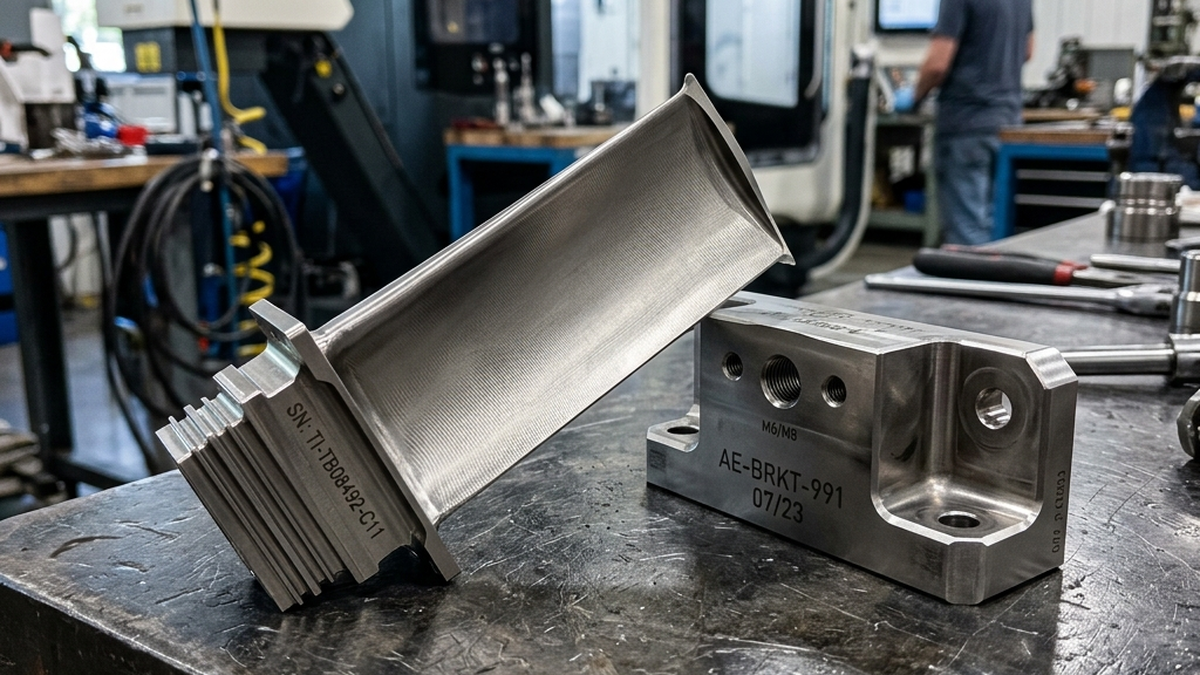
| Aerospace structural fitting | 5-Axis (3+2) | Compound angles, tight tolerances |
| Turbine blade | 5-Axis (simultaneous) | Sculpted airfoil surfaces |
| Impeller | 5-Axis (simultaneous) | Curved blades in deep pockets |

Setup Reduction: The Hidden Savings
Every setup adds cost in three ways. First, the operator spends time loading, clamping and zeroing the part. Second, each re-clamp introduces position error. Third, more setups mean more chances for scrap.
On 3-axis, a part with features on five sides needs at least four setups. Each setup takes 15-45 minutes. That adds 1-3 hours of non-cutting time per part.
On 5-axis, the same part often runs in one setup. The savings add up fast on production runs. If you are making 100 parts and save 30 minutes per part, that is 50 hours of saved setup time.
Each time you re-clamp a part on 3-axis, you introduce +/-0.001" to +/-0.003" of position error. Over four setups, that error compounds. On 5-axis, one setup means zero stack-up between features.
Which Should You Choose?
Start with the simplest process that meets your requirements. Here is a quick decision guide:
- Count the sides that need machining. One or two sides? Go 3-axis.
- Check for angled features. Compound angles push you toward 5-axis.
- Estimate setups. Four or more setups on 3-axis? Get a 5-axis quote.
- Look at tolerances. Position tolerances between faces tighter than +/-0.002"? 5-axis is safer.
- Consider volume. Setup savings multiply with quantity.
At RivCut, we run both 3-axis and 5-axis machines. We will recommend the process that gives you the best balance of cost, quality and speed. Upload your CAD file and we will tell you which approach fits your part.
Frequently Asked Questions
What is the main difference between 3-axis and 5-axis CNC machining?
A 3-axis machine moves the tool in X, Y and Z. A 5-axis machine adds two rotational axes. This lets the tool reach the part from almost any angle in a single setup.
Is 5-axis machining always more expensive?
The hourly rate is higher. But fewer setups and shorter cycle times often make the total part cost lower, especially for complex parts.
When should I use 3-axis instead of 5-axis?
Use 3-axis for flat or prismatic parts with features on one or two sides. Simple brackets, plates and housings with top-access pockets are ideal 3-axis work.
How much does 5-axis reduce setup time?
It can cut setups from 4-6 down to 1-2. This typically reduces total lead time by 30-50% on complex parts.
Can a 5-axis machine do everything a 3-axis can?
Yes. But running simple work on a 5-axis wastes its capacity. Use the right machine for the job to keep costs down.