Why Workholding Matters
Workholding is how you grip a part during machining. It affects accuracy, surface finish and cycle time. Get it wrong and you waste material. Get it right and parts come out fast and clean.
The best workholding depends on your part shape, material and batch size. A prototype shop needs fast setups. A production shop needs repeatable fixtures. Let's walk through the main options.
The right workholding can cut your setup time in half. The wrong choice can scrap every part in the run.
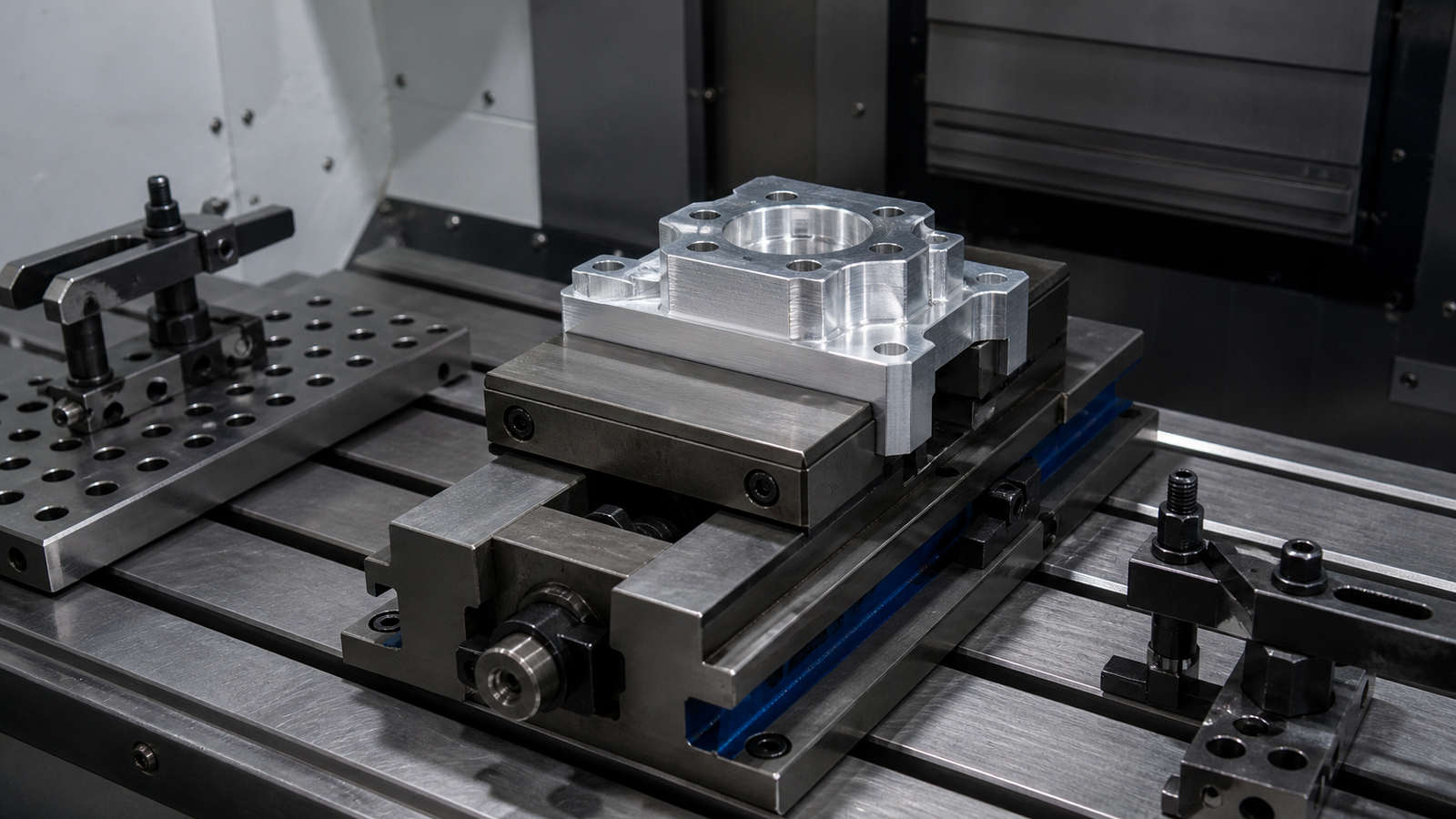
Machining Vises
The machining vise is the workhorse of CNC milling. It grips a part between two jaws. One jaw is fixed. The other moves with a lead screw. You tighten it by hand or with a torque wrench.
Vises are fast to set up and affordable. They work for most prismatic parts. You can bolt two or three vises side by side on a table to run multiple parts per cycle.
- Best for: Blocks, plates and rectangular parts
- Jaw options: Hard jaws, soft jaws, step jaws
- Typical accuracy: 0.0005" repeatability
- Setup time: 5-15 minutes
Use a torque wrench every time you clamp a part. Consistent torque means consistent results. Over-tightening can distort thin parts.
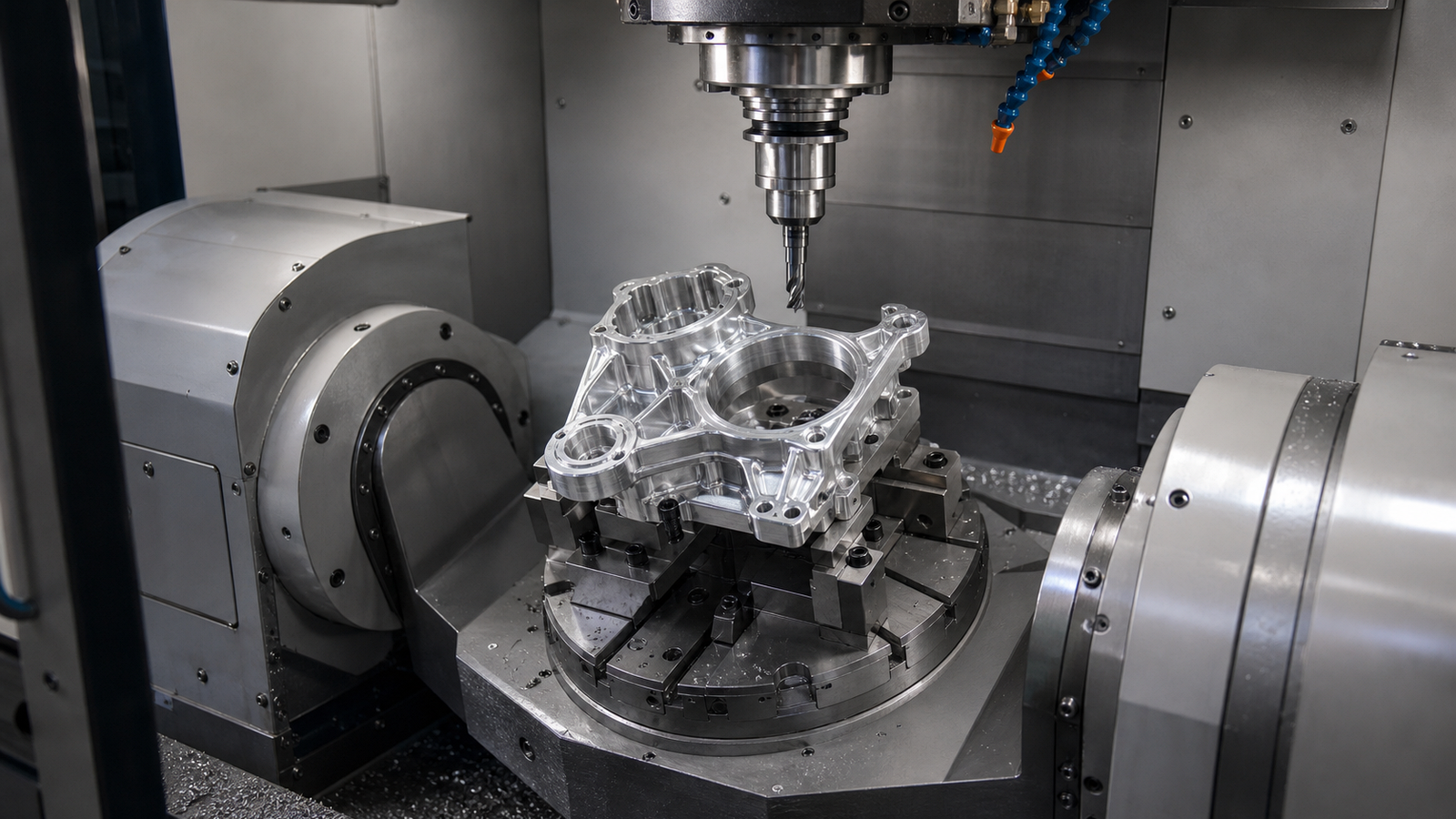
Clamps & Toe Clamps
Clamps bolt directly to the machine table or a fixture plate. They press down on the part from above or from the side. Toe clamps are small, low-profile and sit near the edge of the part.
Clamps are great for large parts that won't fit in a vise. They let the cutter reach all four sides of a part in one setup. The downside is slower setup time.
- Best for: Large plates, odd shapes, parts too big for a vise
- Types: Strap clamps, toe clamps, step blocks, toggle clamps
- Watch out for: Clamp marks and tool clearance issues
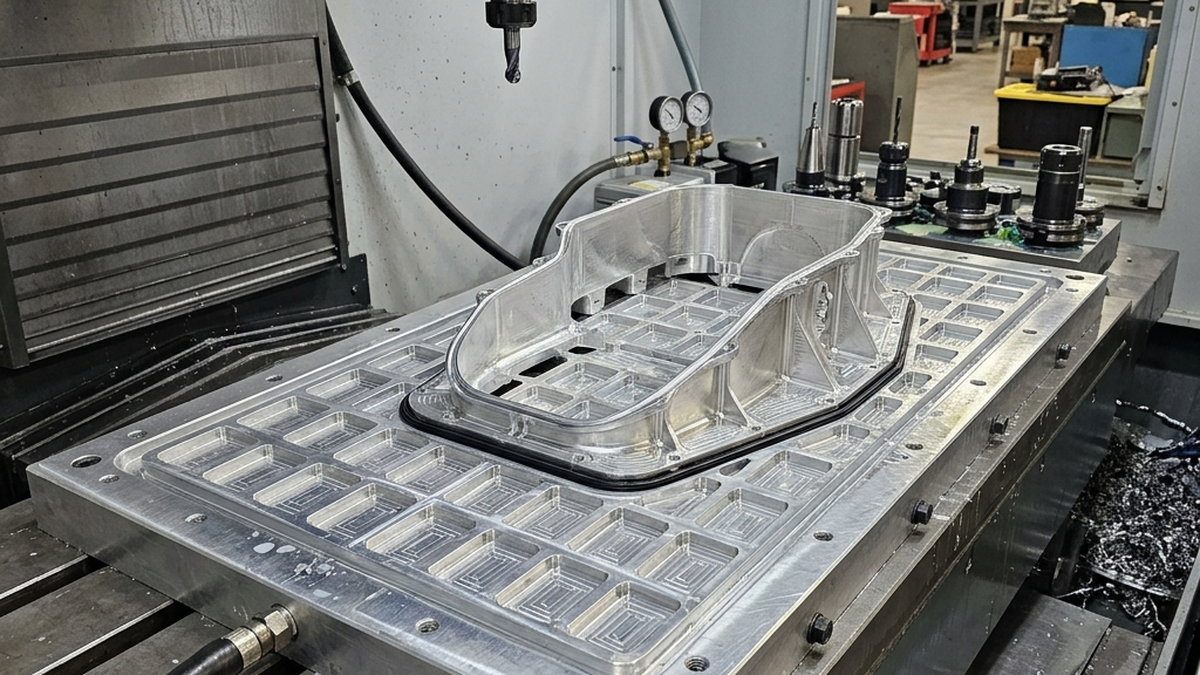
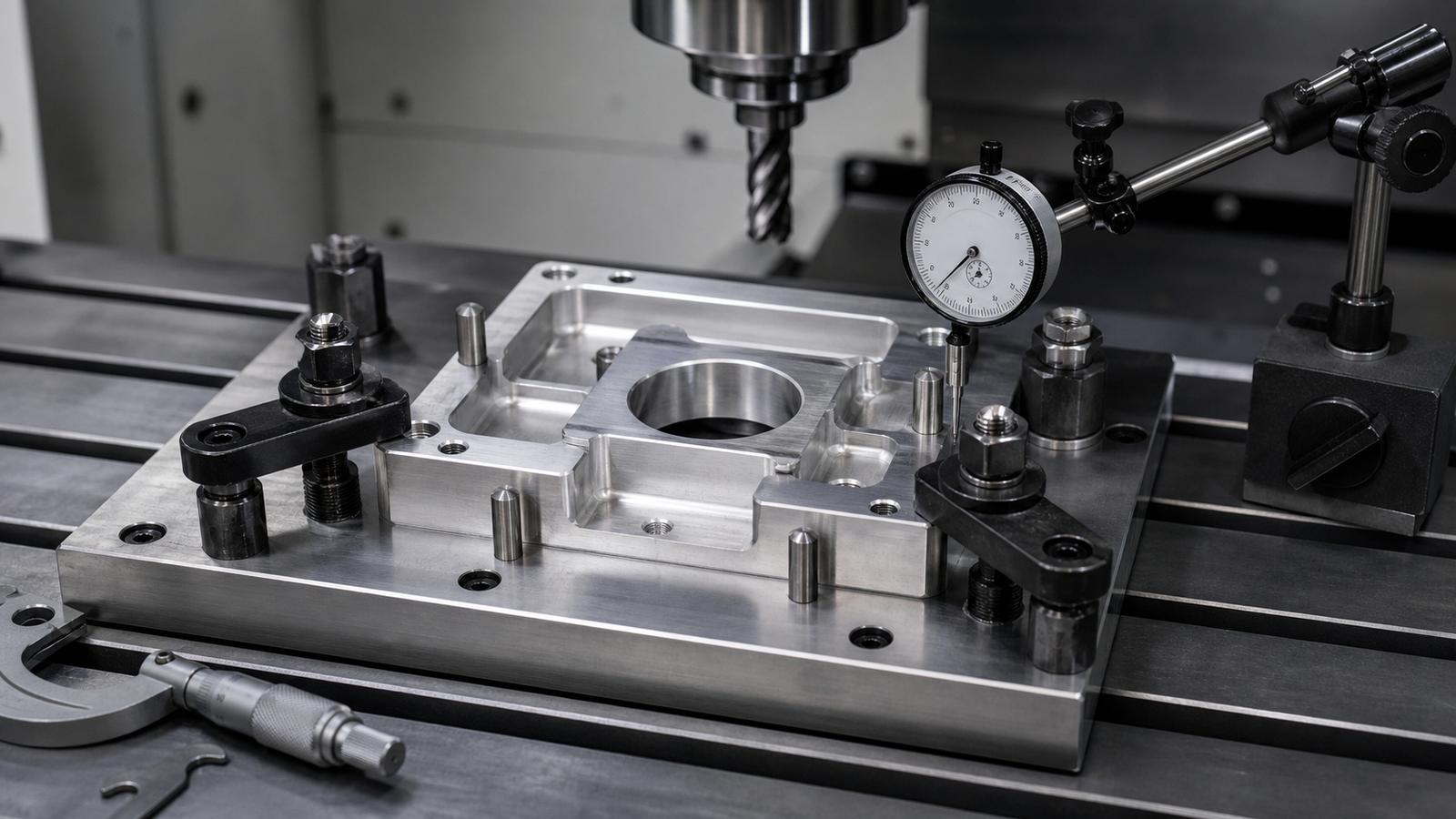
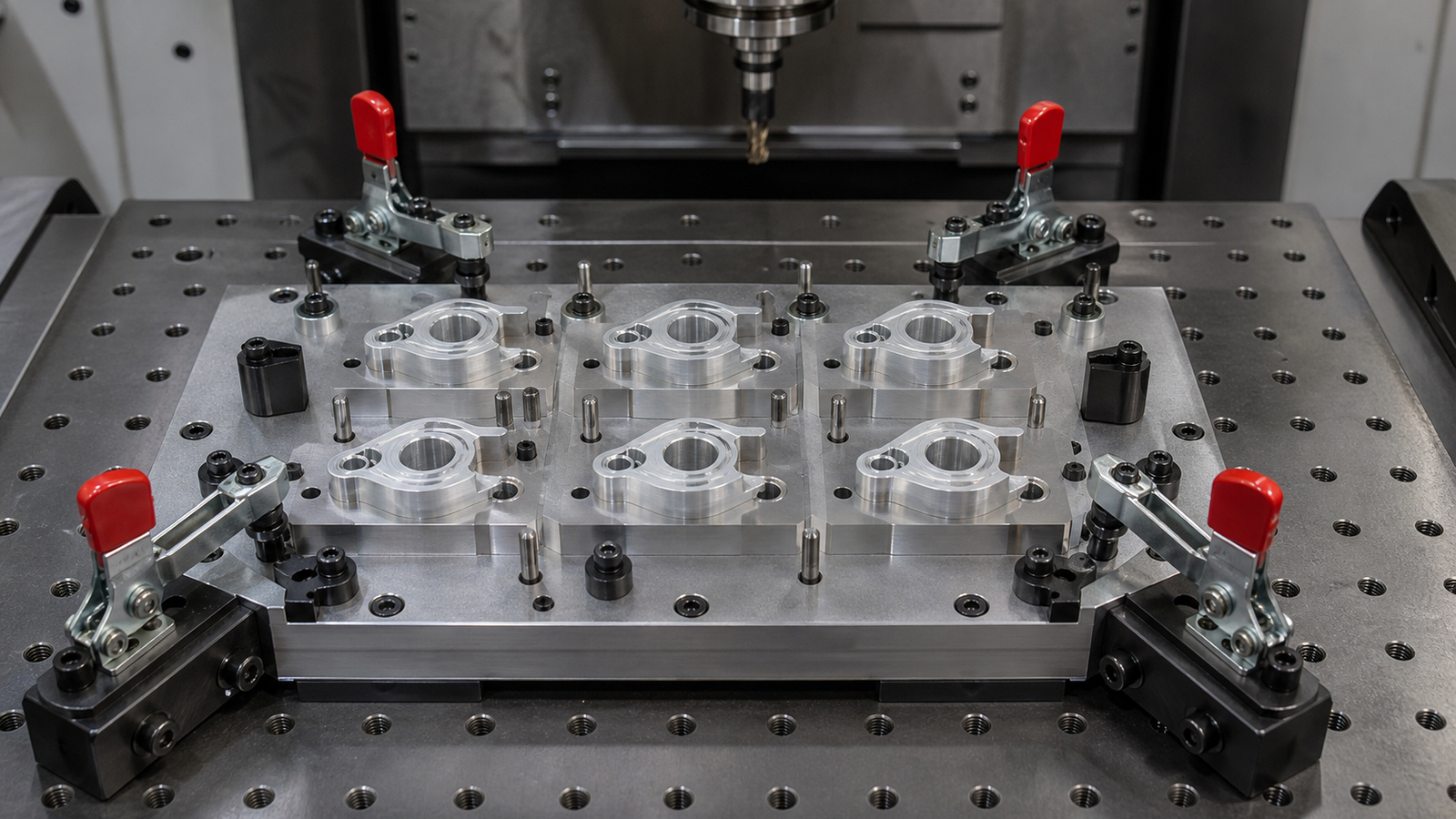
Custom Fixtures
A custom fixture is built for one specific part. It holds the part the same way every time. Load it, clamp it and go. No indicating. No shimming.
Custom fixtures cost more up front. But they save time on production runs. If you run the same part 50 or 500 times, a custom fixture pays for itself fast.
- Best for: Repeat production runs, complex shapes
- Materials: Aluminum, steel, or 3D-printed
- ROI breakeven: Usually 20-50 parts
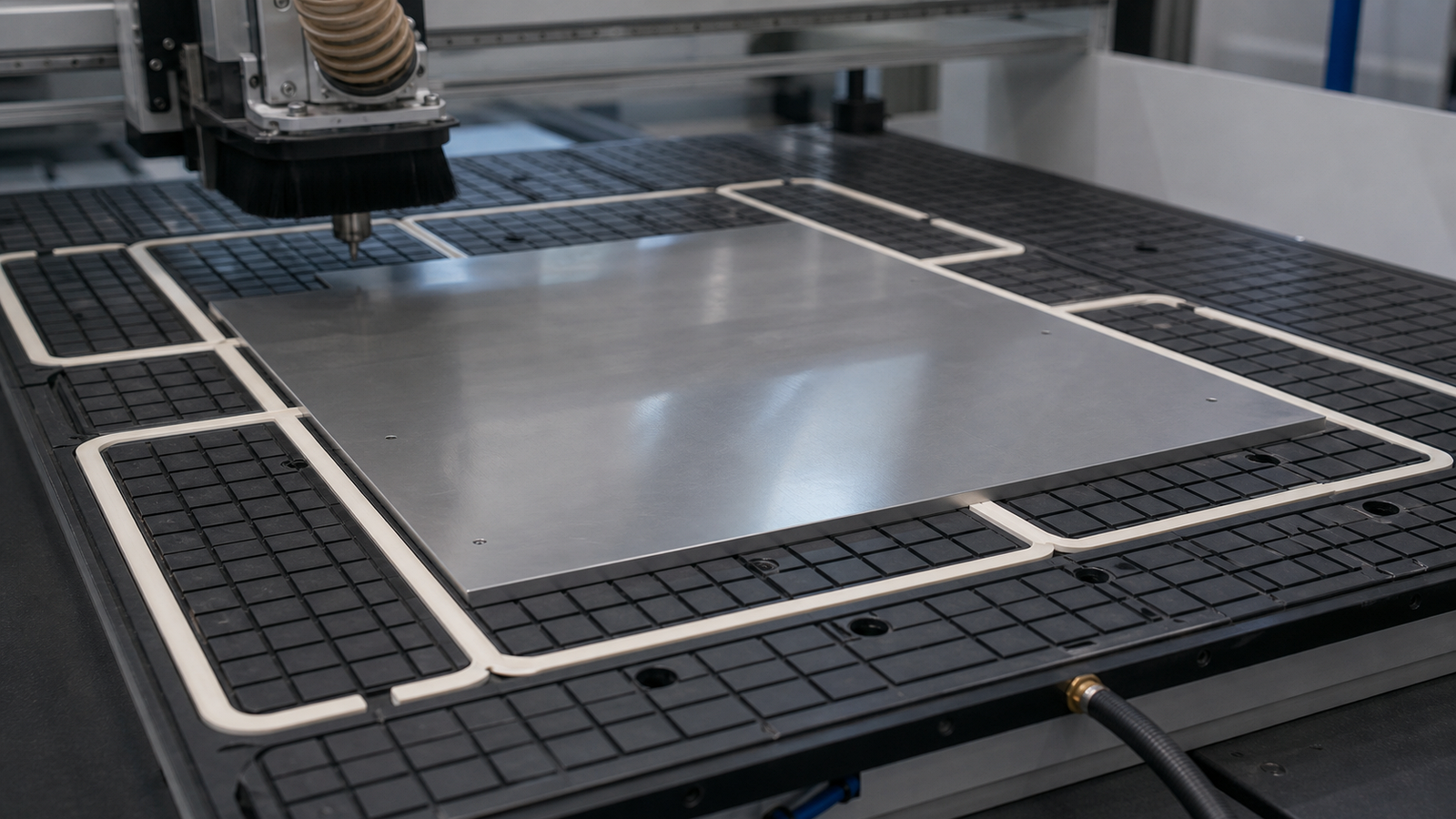
Vacuum Tables
A vacuum table uses suction to hold flat parts down. A pump pulls air through small holes in the table surface. The air pressure pushes the part flat against the table.

Vacuum fixturing works great for thin, flat parts. There are no clamps in the way, so the cutter can reach the entire top surface. But vacuum can only handle light cuts.
- Best for: Thin plates, sheet parts, engraving
- Holding force: About 14 psi (at full vacuum)
- Limitation: Part must be flat on the bottom
Vacuum cannot hold porous materials like cast iron or some plastics. Air leaks through the part and breaks the seal.
Collets
A collet grips round stock with even pressure all around. It squeezes the bar from every direction at once. This gives excellent concentricity and runout control.
Collets are common on CNC lathes and in 5C or R8 spindle systems. Each collet fits one specific diameter. You need a set to cover a range of sizes.
- Best for: Round bar stock, turning operations
- Accuracy: 0.0002" TIR or better
- Limitation: Each collet fits only one size
Chucks
A chuck uses movable jaws to grip a part. Three-jaw chucks center round parts automatically. Four-jaw chucks grip square or odd-shaped parts with independent jaw control.

Chucks handle a wider size range than collets. But they don't grip as evenly. For high-precision turning, many shops start with a chuck and finish with a collet.
- Best for: Turning, round and hex stock, large diameter parts
- Types: 3-jaw scroll, 4-jaw independent, 6-jaw
- Accuracy: 0.001-0.003" TIR (3-jaw), better with bored jaws
Workholding Comparison Table
Here is a side-by-side look at all six methods. Use this to pick the best option for your next job.
| Method | Best For | Setup Time | Holding Force | Cost |
|---|---|---|---|---|
| Vise | Prismatic parts | Fast | High | Low |
| Clamps | Large or odd parts | Medium | High | Low |
| Custom Fixture | Production runs | Very Fast | High | High (upfront) |
| Vacuum Table | Thin flat parts | Fast | Low | Medium |
| Collet | Round stock | Very Fast | Medium | Low |
| Chuck | Turning, large rounds | Fast | High | Medium |
How to Choose the Right Method
Start with these three questions. They will narrow your options fast.
- What shape is the part? Round parts go in collets or chucks. Rectangular parts go in vises. Odd shapes need clamps or custom fixtures.
- How many parts are you running? One-off parts use vises or clamps. Repeat runs justify custom fixtures or zero-point systems.
- How aggressive are the cuts? Heavy roughing needs high clamping force. Light finishing can use vacuum or lighter clamping.
Still not sure? Talk to your machinist. A good shop like RivCut will recommend the best workholding for your part geometry and production volume.
Need help choosing the right workholding for your project? Upload your CAD file and our team will recommend the best approach during your free DFM review.