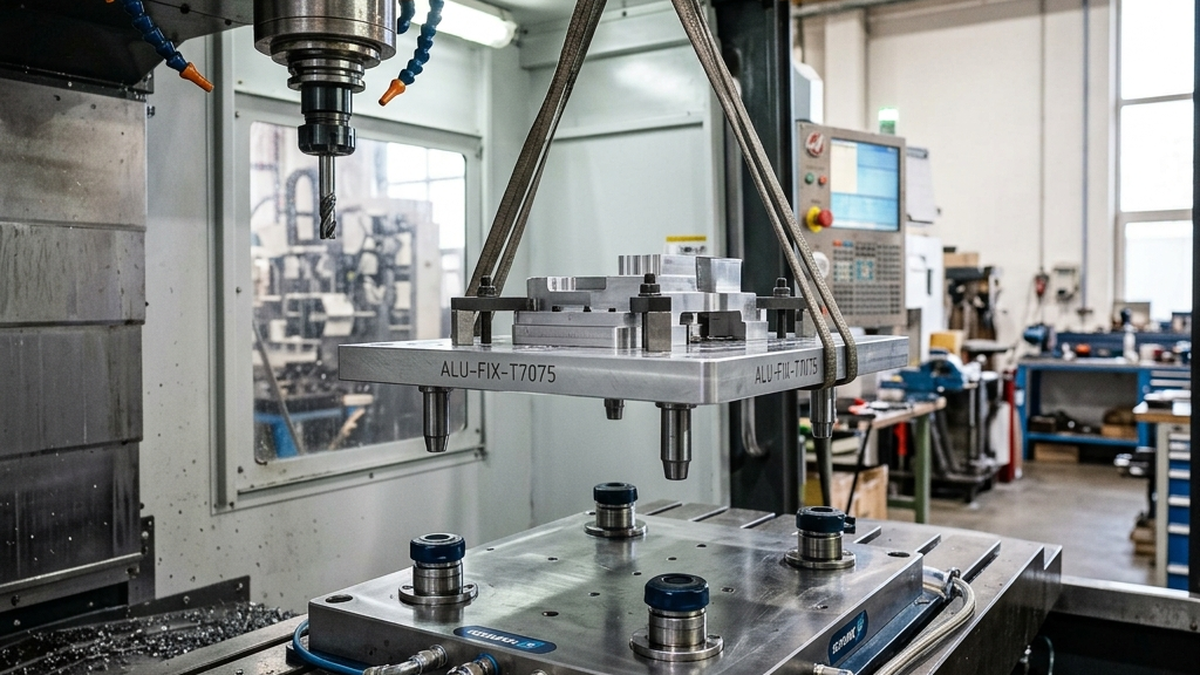
Why Custom Fixtures Matter
A custom fixture holds one specific part the same way every time. No indicating. No shimming. No guesswork. Load the part, clamp it and press cycle start.
For one-off parts, a vise is fine. But when you run 50, 100, or 1,000 of the same part, setup time adds up fast. A custom fixture cuts that time by 80% or more.
The best fixture is one your operator can load in under 30 seconds without thinking about it.
How to Calculate Fixture ROI
The math is straightforward. Compare the cost of the fixture against the time it saves per part. Here is a quick example.
| Factor | Without Fixture | With Fixture |
|---|---|---|
| Setup time per part | 5 minutes | 30 seconds |
| Parts per run | 100 | 100 |
| Total setup time | 500 minutes | 50 minutes |
| Time saved | -- | 450 minutes (7.5 hours) |
| Shop rate ($100/hr) | -- | $750 saved per run |
| Fixture cost | -- | $500 one-time |
| Payback | -- | First run |
If you will run 50+ parts of the same design, a custom fixture almost always pays for itself. At 20 parts, it depends on complexity. Under 10 parts, stick with a vise.
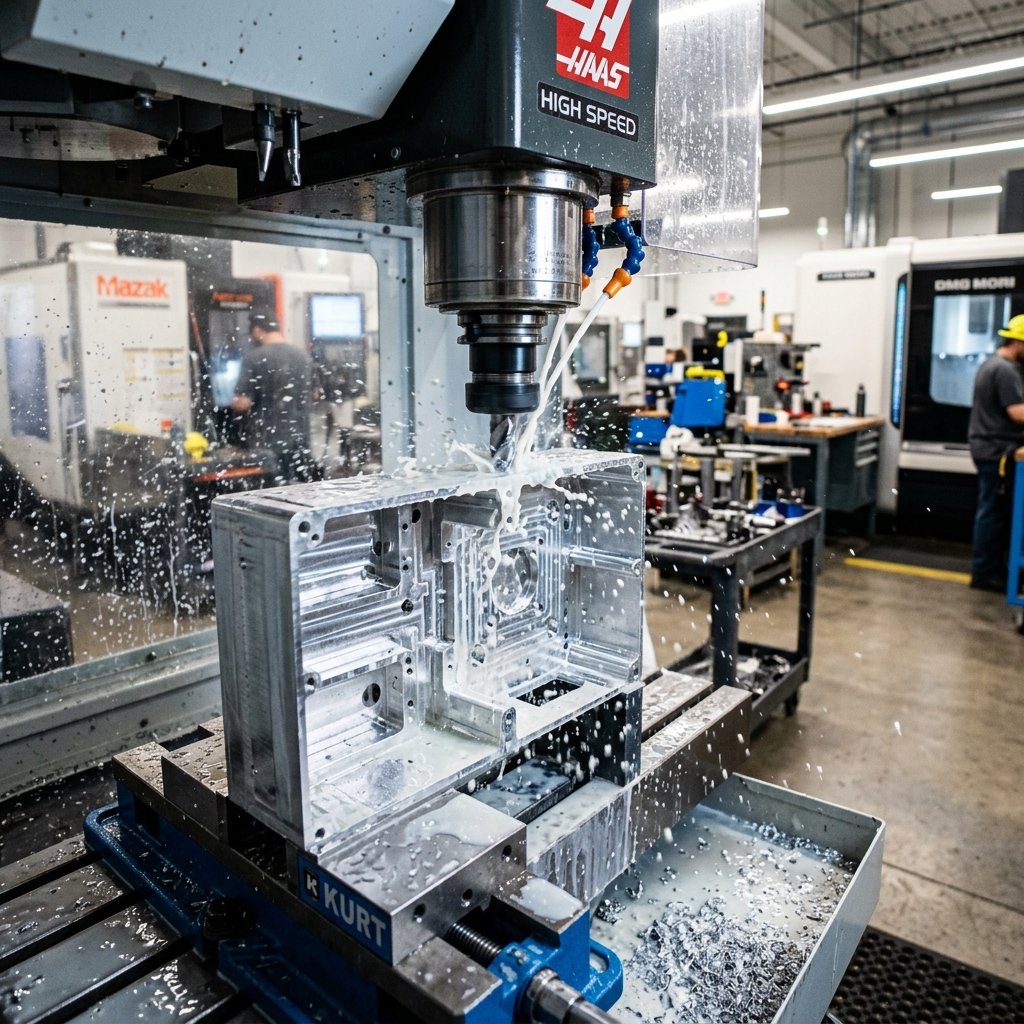
Fixture Materials
The right material depends on how many parts you will run and how much force the fixture must handle.
- 6061 Aluminum, Light, easy to machine and cheap. Best for most fixtures. Handles thousands of cycles if not abused.
- Steel (4140 or 1018), Heavier and harder to machine. Use for fixtures that take heavy side loads or need to last for tens of thousands of cycles.
- 3D-printed (nylon or resin), Fast to make. Good for prototyping a fixture design. Not strong enough for heavy cuts.
- Cast iron, Dampens vibration well. Used for very large fixtures on horizontal mills.
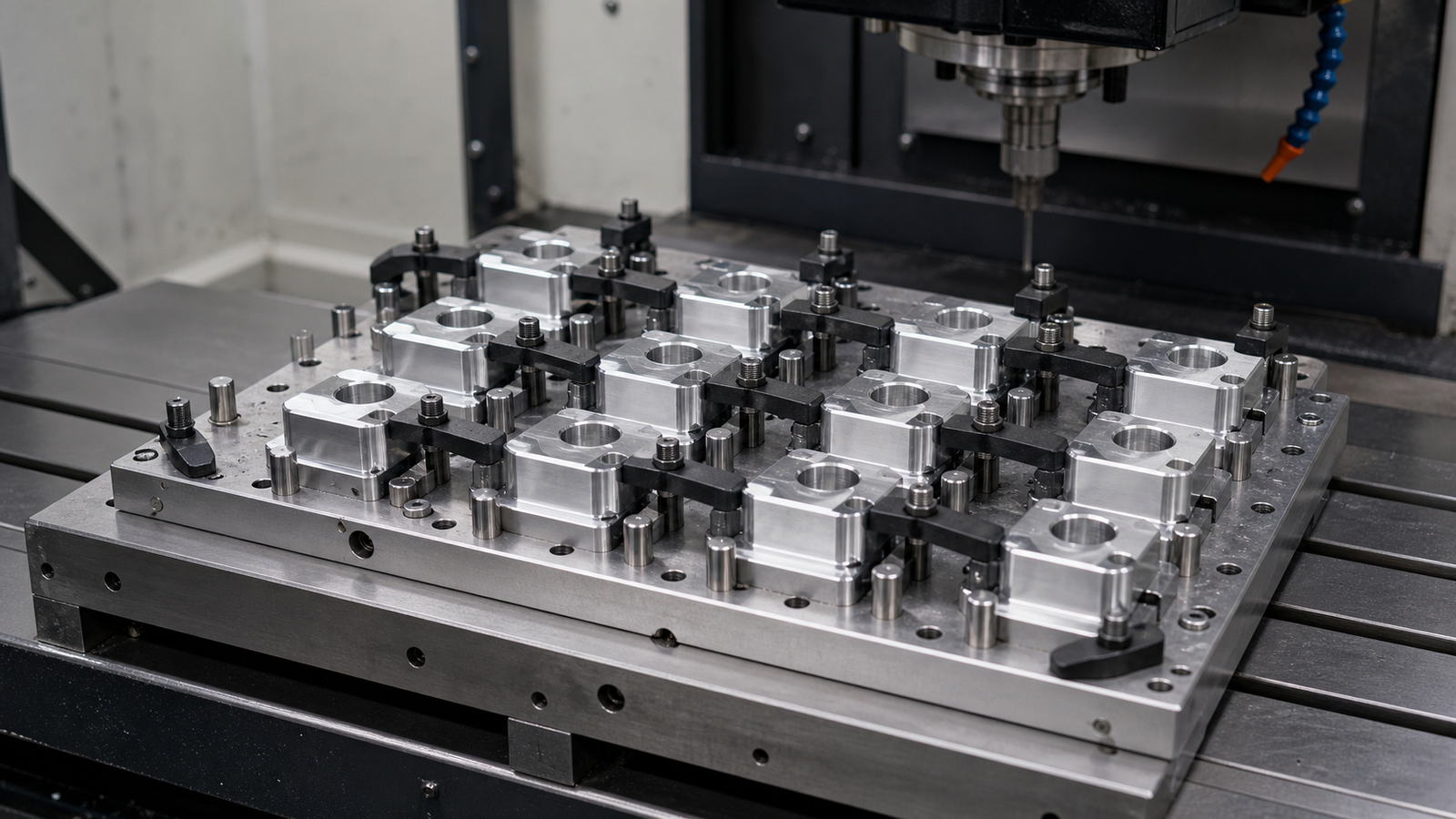
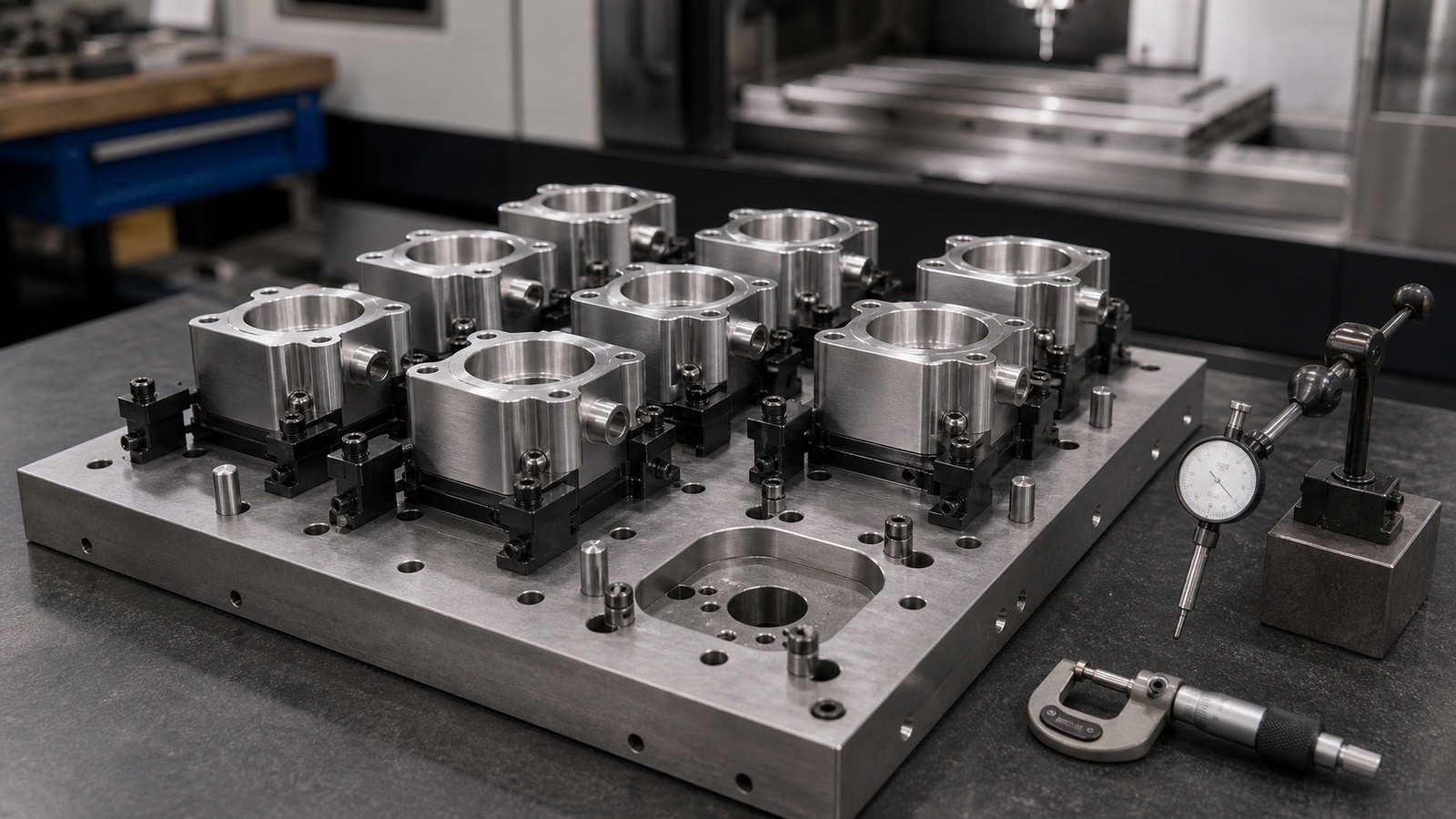
Multi-Part Fixtures
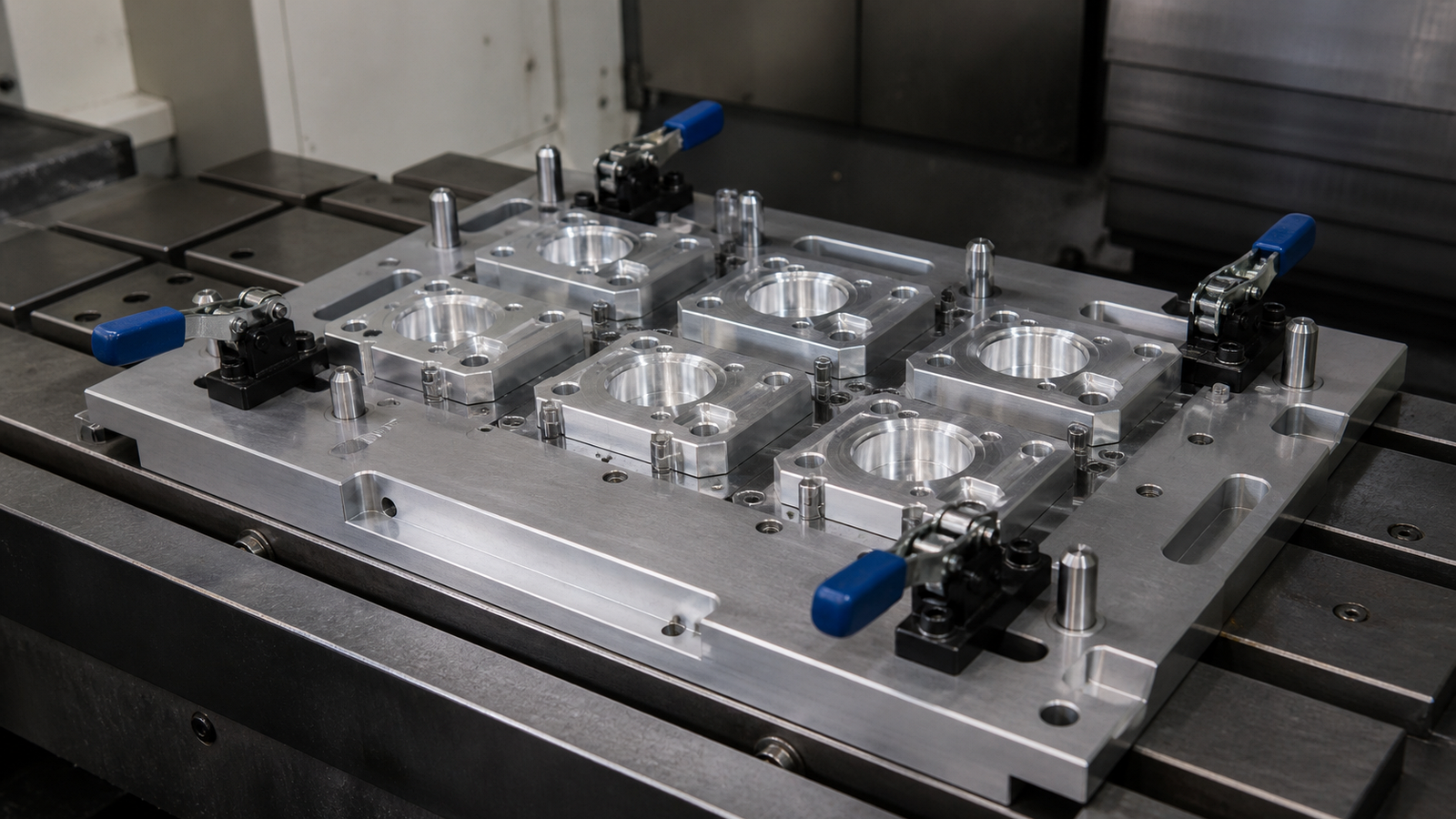
Why machine one part per cycle when you can machine four? A multi-part fixture holds several parts at once. This multiplies your output without adding machine time.
The key is planning the tool paths so the cutter moves between parts with minimal rapids. Good CAM programming makes multi-part fixtures shine.
- 2-up fixture: Doubles output. Easy to design. Works in most vise widths.
- 4-up fixture: Quadruples output. Needs a larger machine table.
- 8-up or more: Common on horizontal mills with pallet changers. Production-level volumes.
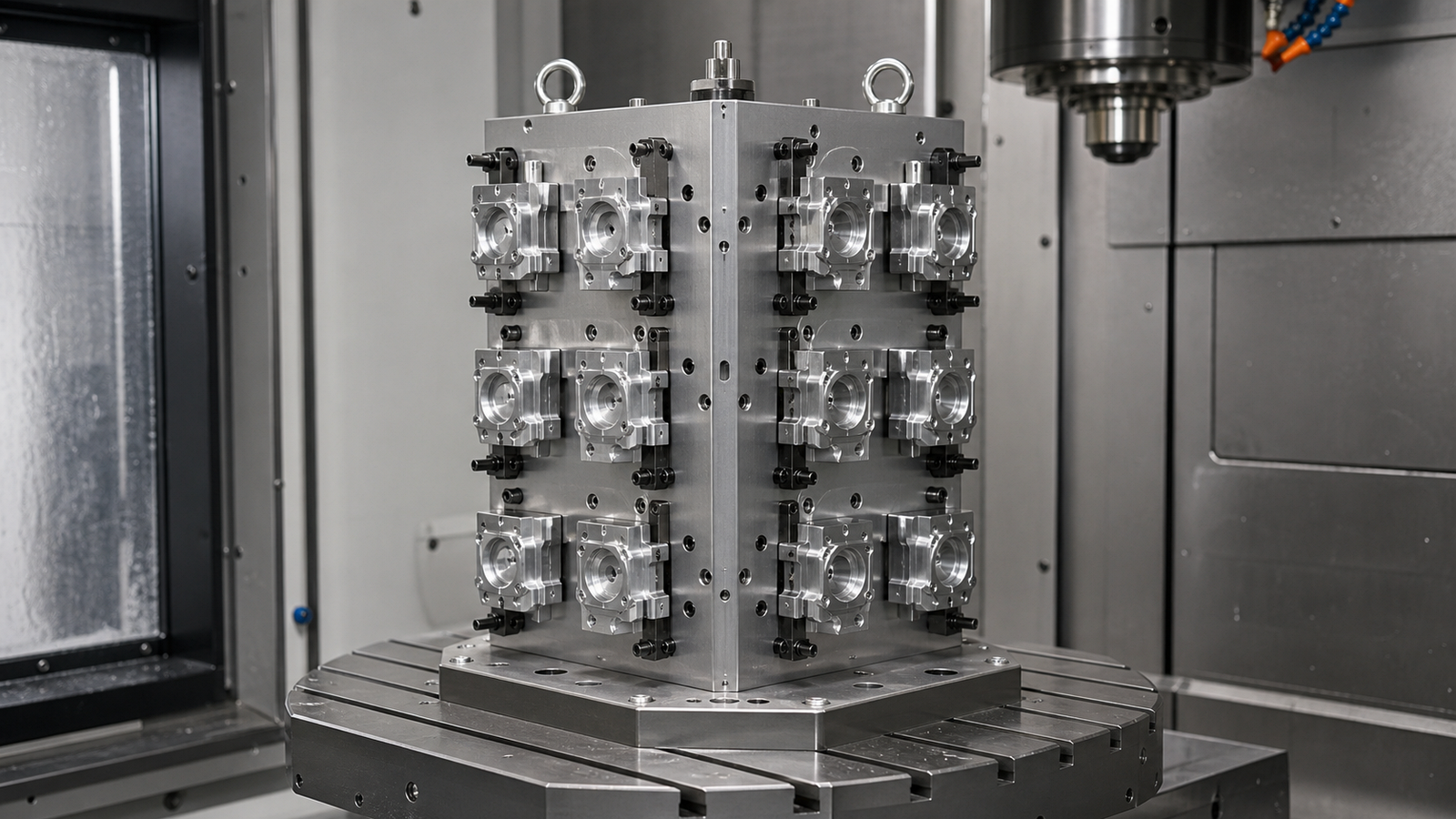
Tombstone Setups
A tombstone is a large block that mounts on a rotary table. You bolt parts to all four sides. The machine indexes between sides automatically.
This is peak production machining. The operator loads parts on one side while the machine cuts on the opposite side. Zero idle time.
- 4 sides x 4 parts per side = 16 parts per cycle
- Works best on horizontal machining centers with pallet changers
- Tombstone material is usually cast aluminum or cast iron
- Requires careful chip management and coolant flow planning
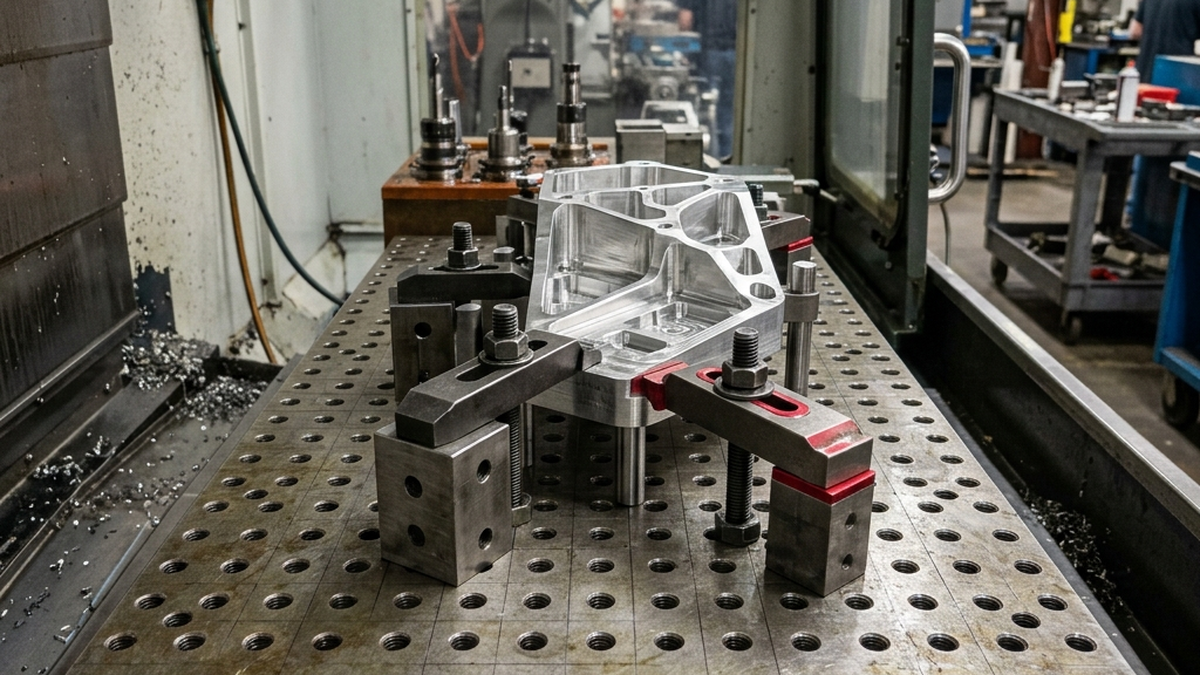
Fixture Design Tips
- Use locating pins. Two dowel pins and a flat surface define the part position exactly. No room for error.
- Design for easy loading. The operator should load the part in one motion. Chamfer the entry edges of pockets.
- Plan for chip clearing. Chips trapped under the part cause positioning errors. Add channels for chips and coolant to escape.
- Include clamping access. The operator needs room to tighten clamps. Don't put a clamp where fingers can't reach.
- Think about 3-2-1 locating. Properly constrain the part without over-constraining it.
Need a fixture designed for your production run? Upload your CAD file and we will include fixture recommendations with your quote.
Production Fixture Planning Before You Quote
A custom fixture is not just a plate with clamps. It is a production tool that controls how the part locates, how the operator loads it, how chips clear, how inspection datums relate to machining datums and how quickly the next part can start. For production CNC machining, the fixture often determines whether the job is stable, profitable and repeatable.
The first planning step is volume. A fixture for 25 pieces should look different from a fixture for 5,000 pieces. For a short pilot run, the best fixture may be a simple aluminum plate with dowel pins, edge stops and toe clamps. For a recurring production job, it may be worth adding hardened wear surfaces, replaceable nests, engraved load orientation, coolant drainage, chip relief and poka-yoke features that prevent loading the part backwards.
Buyers should share expected annual quantity, not just the first purchase order. A quote for custom CNC fixtures for production machining changes when the shop knows the job will repeat. The shop may quote fixture design and fixture build separately so you can see the upfront investment and the lower recurring part price.
How Fixture ROI Really Shows Up
Fixture ROI is not only about cycle time. A good fixture reduces variation, operator decisions, inspection rework and scrap. If a manual setup takes eight minutes to load and indicate each part, a fixture that loads in 45 seconds can save hours across a batch. But the bigger win may be preventing a small percentage of bad parts from reaching inspection.
Consider a part that costs $180 to machine and needs a 100-piece production run. If a weak setup causes only five scrapped parts, the scrap cost is already $900 before counting machine time, inspection time and schedule disruption. A $1,200 fixture may look expensive until it prevents those errors and makes every future order easier. That is why fixture ROI for low volume CNC production should include setup labor, scrap risk, inspection time and repeat-order savings.
For high-mix shops, modular fixtures and zero-point plates can reduce the fixture cost. The custom portion becomes the replaceable top tooling or nest, while the base system remains reusable. For dedicated production, tombstone fixtures can hold many parts at once, especially on horizontal mills. The best choice depends on spindle time, operator availability and the number of operations the part needs.

Long-Tail Questions This Article Answers
This guide is written for buyers searching for custom fixture design for CNC production parts, when to pay for a CNC machining fixture, multi-part fixture for production machining, tombstone fixture setup for CNC milling, fixture ROI calculation for machined parts, low volume production fixture design, repeatable CNC fixture for tight tolerances and how fixtures reduce CNC setup time.
If you are unsure whether a fixture is worth it, ask for two quote options: prototype setup pricing and fixture-assisted production pricing. The comparison usually makes the decision clear.
What to Include When Requesting a Fixture Quote
A fixture quote needs more information than a normal part quote. Include the part model, drawing, expected annual quantity, batch size, revision stability and whether the fixture should support only one operation or multiple operations. Tell the shop whether you own the fixture after the job or whether it remains a shop-owned production tool.
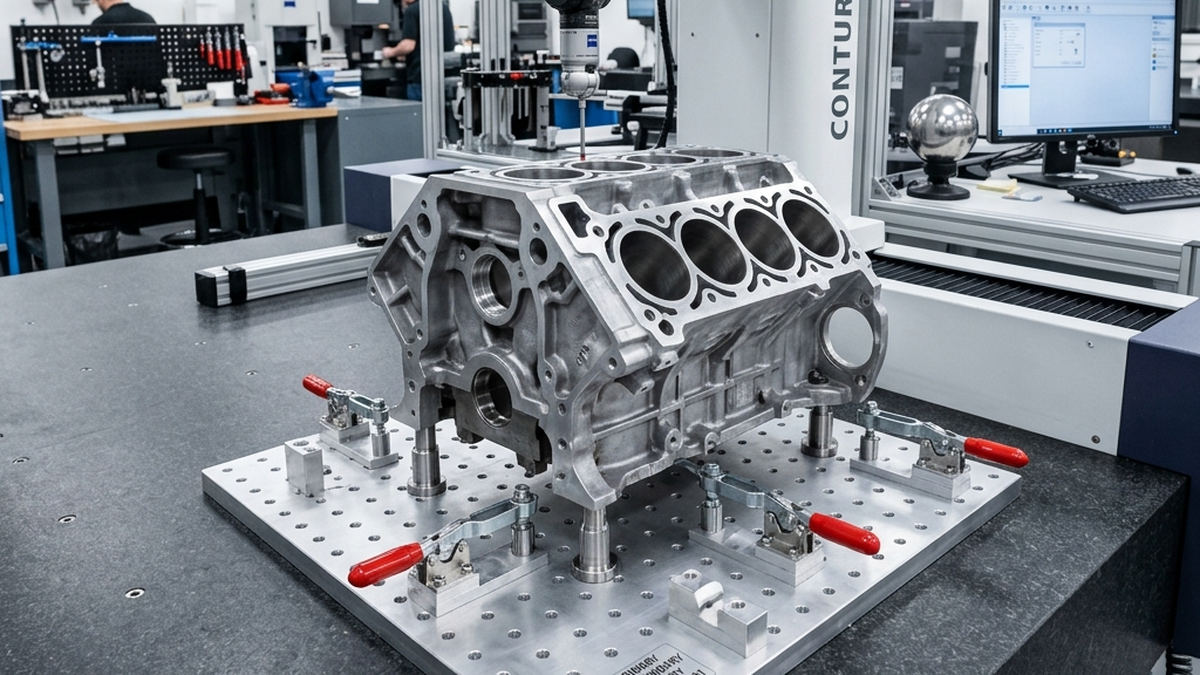
Ask how the fixture will be proven. For tight work, the first article should confirm not only part dimensions but also that loading, clamping and datums repeat. If operators can load the part in more than one orientation, the fixture should include poka-yoke features that make the wrong orientation impossible or obvious.
For recurring parts, request a maintenance plan. Replaceable dowels, bushings, wear pads and clamps keep the fixture useful after hundreds or thousands of cycles. The best production fixtures are serviceable, documented and easy for operators to load the same way every time.
Common Fixture Mistakes to Avoid
The biggest mistake is designing a fixture around the perfect CAD model while ignoring chips, burrs and operator loading. Real fixtures need clearance for chips, fingers, coolant and inspection. Another mistake is hiding too much of the part. If clamps block the tool or inspection access, the fixture may create more problems than it solves. A third mistake is failing to define ownership and storage. If the job repeats, decide whether the fixture is stored, maintained and revised with the part.
For best results, send the shop the model, drawing, quantity, revision status, target lead time and any inspection or documentation requirements at the start. Clear inputs help the supplier quote the real job, choose the right setup and avoid surprises after machining begins.
Final Buyer Takeaway
The best machining outcome usually comes from matching the quote package to the real manufacturing risk. A simple bracket may only need a clean model, standard material and normal inspection. A thin, cosmetic, regulated or schedule-critical part needs more context. Share the part function, mating features, quantity forecast, finish expectations and the reason any tight tolerance exists. That information lets the shop recommend a practical process instead of guessing from geometry alone.
For SEO and answer-engine clarity, this article intentionally addresses specific buyer searches rather than broad definitions only. Those long-tail questions are often the same questions a manufacturing engineer asks before releasing a purchase order: how will the part be held, what records are required, how will cost change at quantity and which risks should be solved before the first chip is cut?