What Counts as Low Volume?
Low volume CNC production means runs of about 10 to 500 parts. Some shops call anything under 1,000 pieces "low volume." The idea is simple: you need real production parts, but not tens of thousands of them.
This range is common for hardware startups, medical devices, aerospace programs and any product that hasn't hit mass production yet. You get the same quality as high-volume parts. You just order fewer of them.
Low volume doesn't mean low quality. It means smart production matched to real demand.
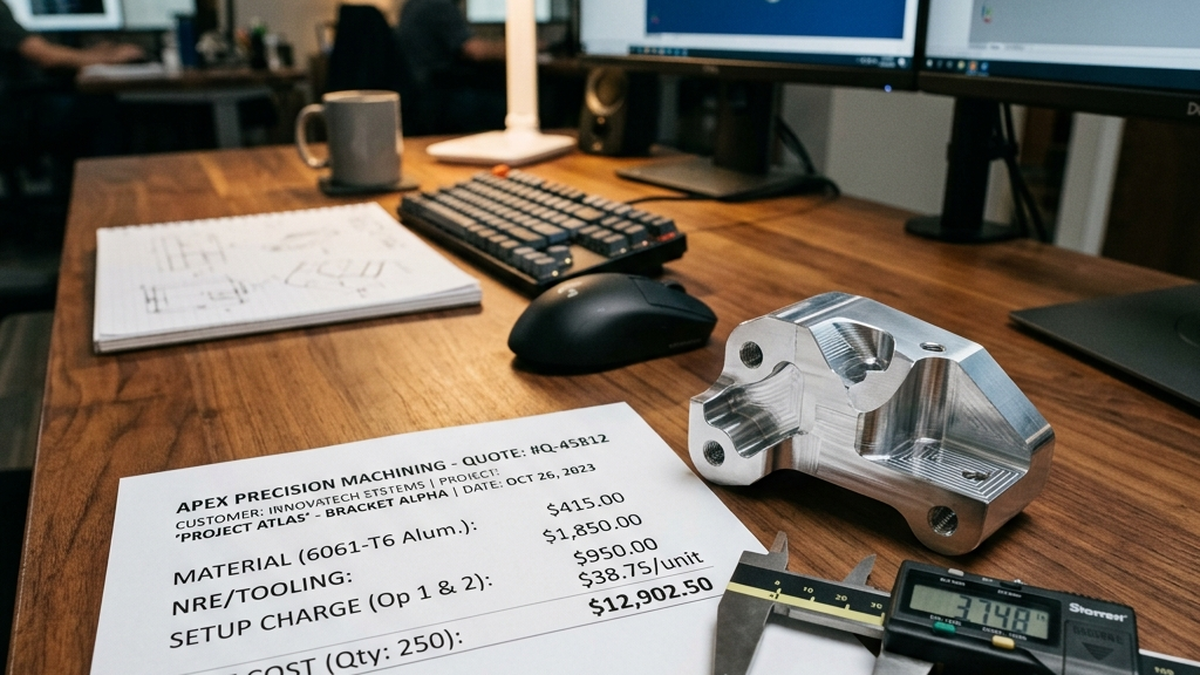
Per-Unit Cost Breakdown
The biggest question in small-batch CNC is: "Why does each part cost more?" The answer comes down to setup. Every CNC job has fixed costs that get spread across however many parts you make.
What Makes Up the Per-Unit Price
- Programming & CAM setup -- This is a one-time cost. At 10 parts, each one carries 10% of it. At 500 parts, each carries just 0.2%.
- Fixture setup -- Loading the vise, setting work offsets and probing. Usually 30-60 minutes per setup.
- Material -- Raw stock cost per part. This stays the same no matter the quantity.
- Cycle time -- The actual cutting time per part. Also stays the same.
- Finishing -- Deburring, surface finishing and inspection per part.
| Quantity | Setup Cost / Part | Material / Part | Machining / Part | Total / Part |
|---|---|---|---|---|
| 10 pcs | $30.00 | $8.00 | $15.00 | $53.00 |
| 50 pcs | $6.00 | $7.50 | $14.00 | $27.50 |
| 100 pcs | $3.00 | $7.00 | $13.00 | $23.00 |
| 500 pcs | $0.60 | $6.50 | $12.00 | $19.10 |

Example: simple 6061 aluminum bracket, 3-axis milling, as-machined finish.
Ask your shop for pricing at 2-3 different quantities. The sweet spot is often around 50-100 pieces, where setup costs drop fast but you aren't committing to huge inventory.
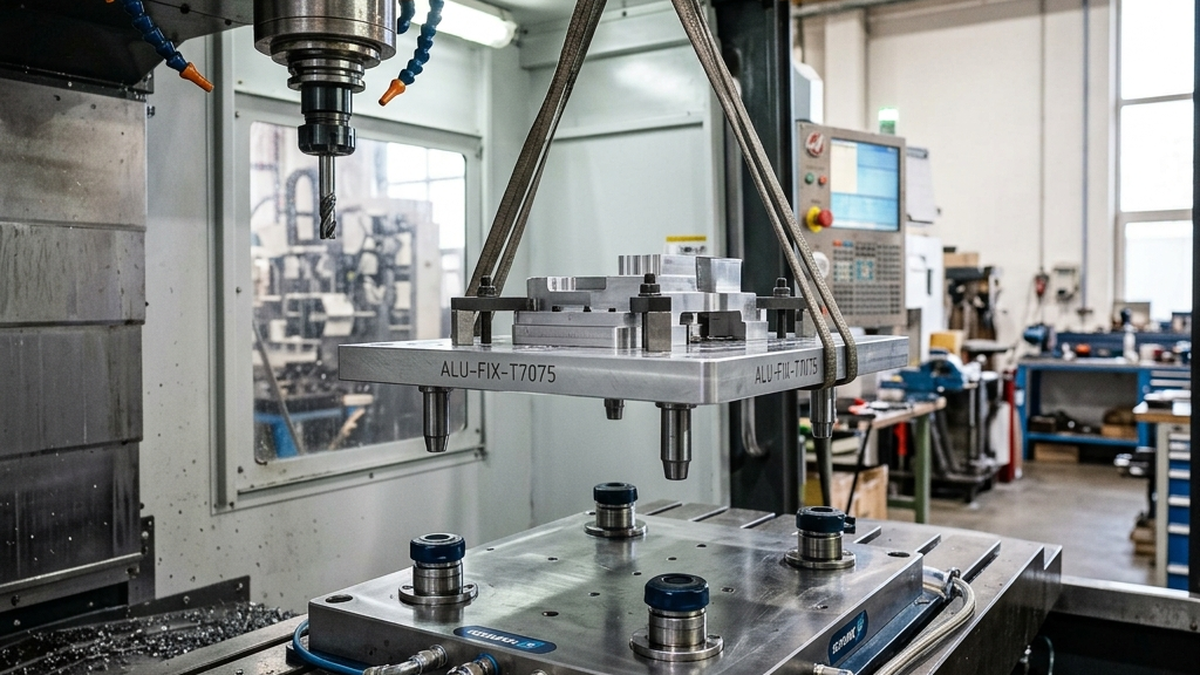
Fixturing for Short Runs
Good fixturing is the secret weapon for low-volume work. The right fixture cuts setup time, holds tighter tolerances and lets you swap parts fast.
Common Fixturing Options
- Standard vise -- Best for simple parts. Quick setup, zero custom tooling cost.
- Soft jaws -- Custom-machined jaw faces that match your part shape. Great for repeat orders. Usually $100-300 to make.
- Multi-part fixtures -- Hold 4-8 parts at once. Higher upfront cost, but cuts per-part cycle time in half.
- Vacuum fixtures -- Good for thin, flat parts that would distort in a vise.
Don't invest in expensive custom fixtures for a 10-piece run unless you plan to reorder. A standard vise with soft jaws is usually the best value for true low-volume work.
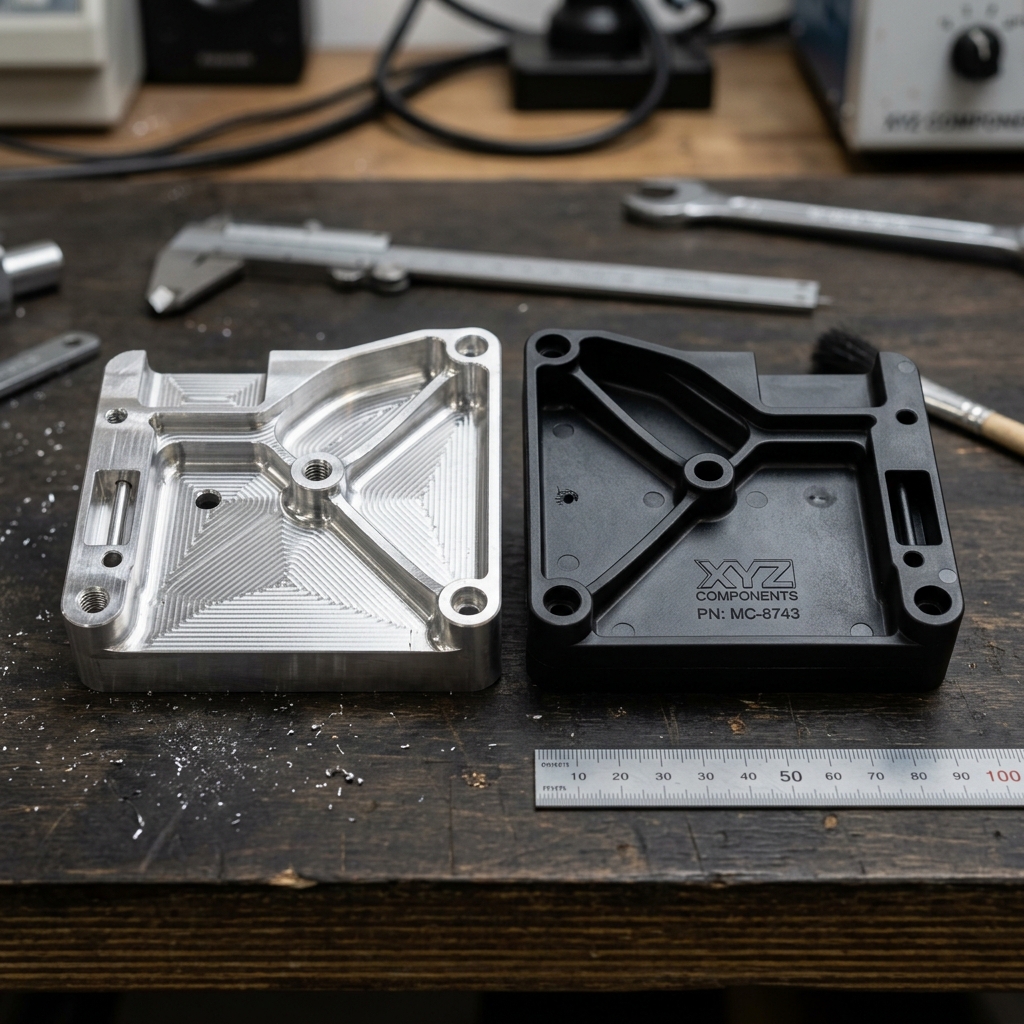
When CNC Beats Injection Molding
Many engineers default to injection molding for production parts. But CNC machining wins in several common cases.
| Factor | CNC Machining | Injection Molding |
|---|---|---|
| Tooling cost | $0 (no mold needed) | $10,000 - $100,000+ |
| Break-even quantity | Best under 500 pcs | Best over 1,000-5,000 pcs |
| Material options | Metals and plastics | Plastics only |
| Design changes | Update CAD file, no extra cost | New mold or mold rework ($$$) |
| Lead time (first parts) | 3-10 days | 6-12 weeks (mold build) |
| Tolerances | +/-0.001" standard | +/-0.005" typical |
Bottom line: If you need metal parts, tight tolerances, or fewer than 500 pieces, CNC is almost always the better choice. Injection molding only wins when you need thousands of identical plastic parts.
5 Ways to Cut Per-Unit Cost
You can't change the laws of physics. But you can make smart choices that bring your per-part price down.
- Simplify your design. Fewer setups = lower cost. If you can machine a part in 2 ops instead of 4, you save big. Check our free DFM review.
- Relax non-critical tolerances. Only call out tight tolerances where they matter. Each tight callout adds inspection time.
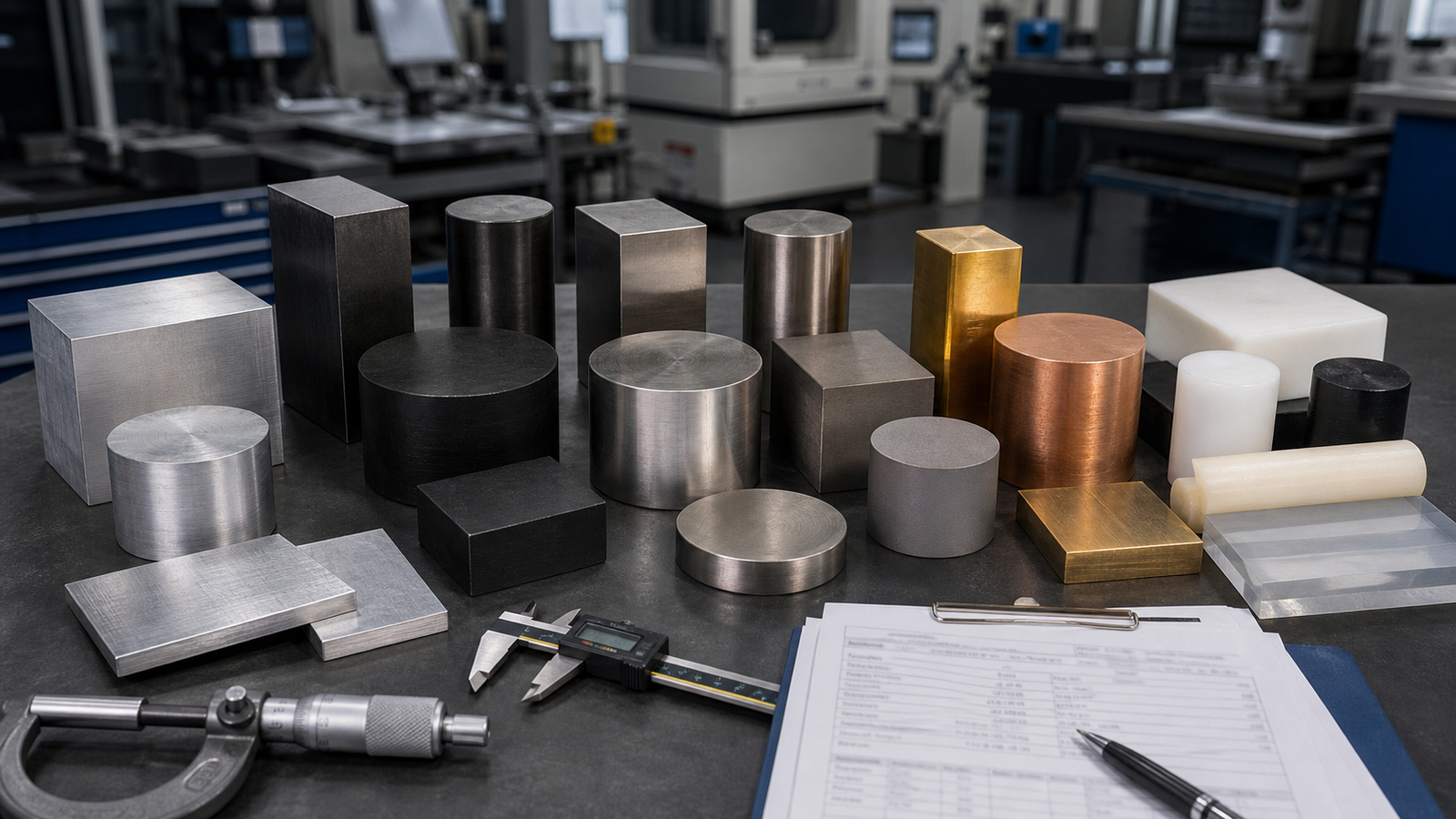
- Choose common materials. 6061 and 7075 aluminum are cheap and easy to cut. Exotic alloys cost more in material and cycle time.
- Order at the right quantity. Going from 10 to 25 pieces often drops per-unit cost by 30%. Ask for a quantity price break.
- Bundle similar parts. If you have 3 different parts in the same material, order them together. The shop can set up once and run all three.
How to Order Low Volume Parts
The process is simple. Here's what to expect when you work with a shop like RivCut.
- Upload your CAD file. STEP or IGES format works best. Include a 2D drawing if you have specific callouts.
- Pick your material and quantity. Our quoting tool shows prices at different batch sizes so you can compare.
- Get a DFM review. We check your design and suggest changes that could save time and money.
- Approve and produce. Once you say go, we machine, inspect, finish and ship your parts.
Need a quick quote on a small batch? Upload your files here and get instant pricing. No minimums, no hassle.
Frequently Asked Questions
What counts as low volume CNC production?
Most shops define low volume as 10 to 500 parts. Some stretch it to 1,000. The key point is that setup costs have a bigger impact on per-unit price at these quantities.
How much do low volume CNC parts cost?
It depends on the part. A simple aluminum bracket might run $25-50 each at 50 pieces. A complex stainless housing could be $150-300 each at 25 pieces. Get a quote for exact pricing.
When should I pick CNC over injection molding?
Choose CNC when you need fewer than 500 parts, need metal, need tight tolerances, or want to avoid mold tooling costs. CNC also lets you change the design between batches for free.
How can I lower my per-unit cost?
Simplify your design, relax non-critical tolerances, use standard materials and order slightly larger batches. Going from 10 to 50 parts often cuts per-unit cost by 40%.
What is the lead time for small batch orders?
Most low-volume orders ship in 5 to 15 business days. Rush orders can ship in as few as 3 days for simpler parts.