What Is a Cold Plate?
A cold plate is a metal plate with internal channels that carry liquid coolant. Heat flows from a hot component (a battery cell, CPU, IGBT module) through the plate and into the coolant. The warm coolant is pumped to a radiator or heat exchanger where it gives up its heat and recirculates.
Cold plates are far more effective than air-cooled heat sinks. Water has a heat capacity 4x higher than air. A liquid cooling loop can remove 500-2,000 watts from a small area, something no fan and fin combination can match. That is why every modern EV, data center and high-power laser uses cold plates.
Why the Cold Plate Market Is Growing
Three trends are driving explosive growth in cold plate demand:
- Electric vehicles: Every EV battery pack needs thermal management. A single Tesla Model 3 pack has a cold plate that contacts all 4,416 cells. The global EV battery cooling market is projected to reach $8 billion by 2030.
- AI data centers: NVIDIA H100 GPUs draw 700W each. A rack of 8 GPUs generates 5,600W. Air cooling cannot keep up. Liquid cold plates mounted directly to GPU modules are becoming standard in hyperscale data centers.
- Power electronics: Inverters, motor drives and fast chargers pack more power into smaller spaces. IGBT and SiC modules generate 100-500W in a footprint the size of a credit card. Custom cold plates are the only practical cooling solution.
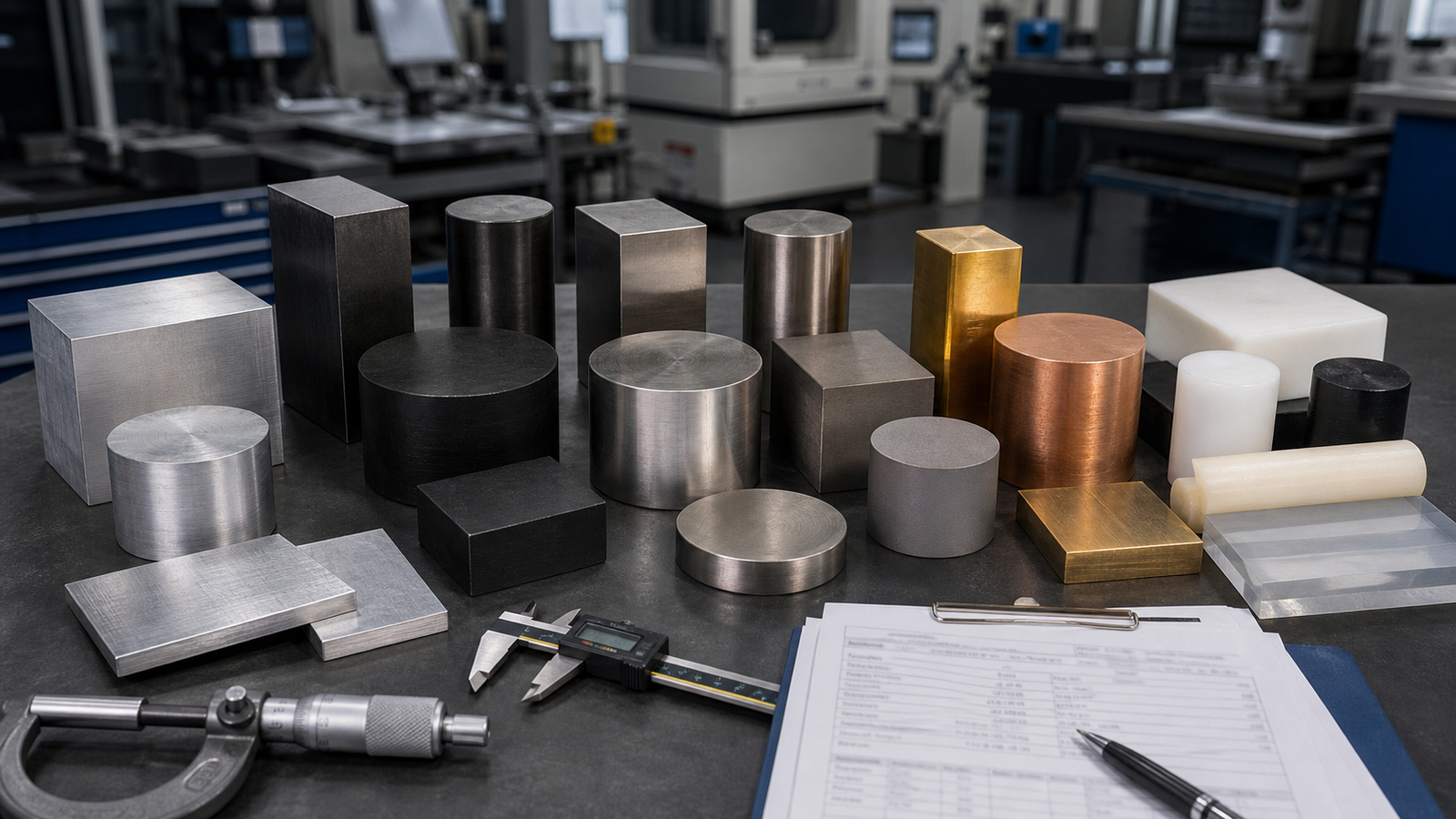
Materials for Cold Plates
| Material | Thermal Conductivity | Density | Corrosion Resistance | Best For |
|---|---|---|---|---|
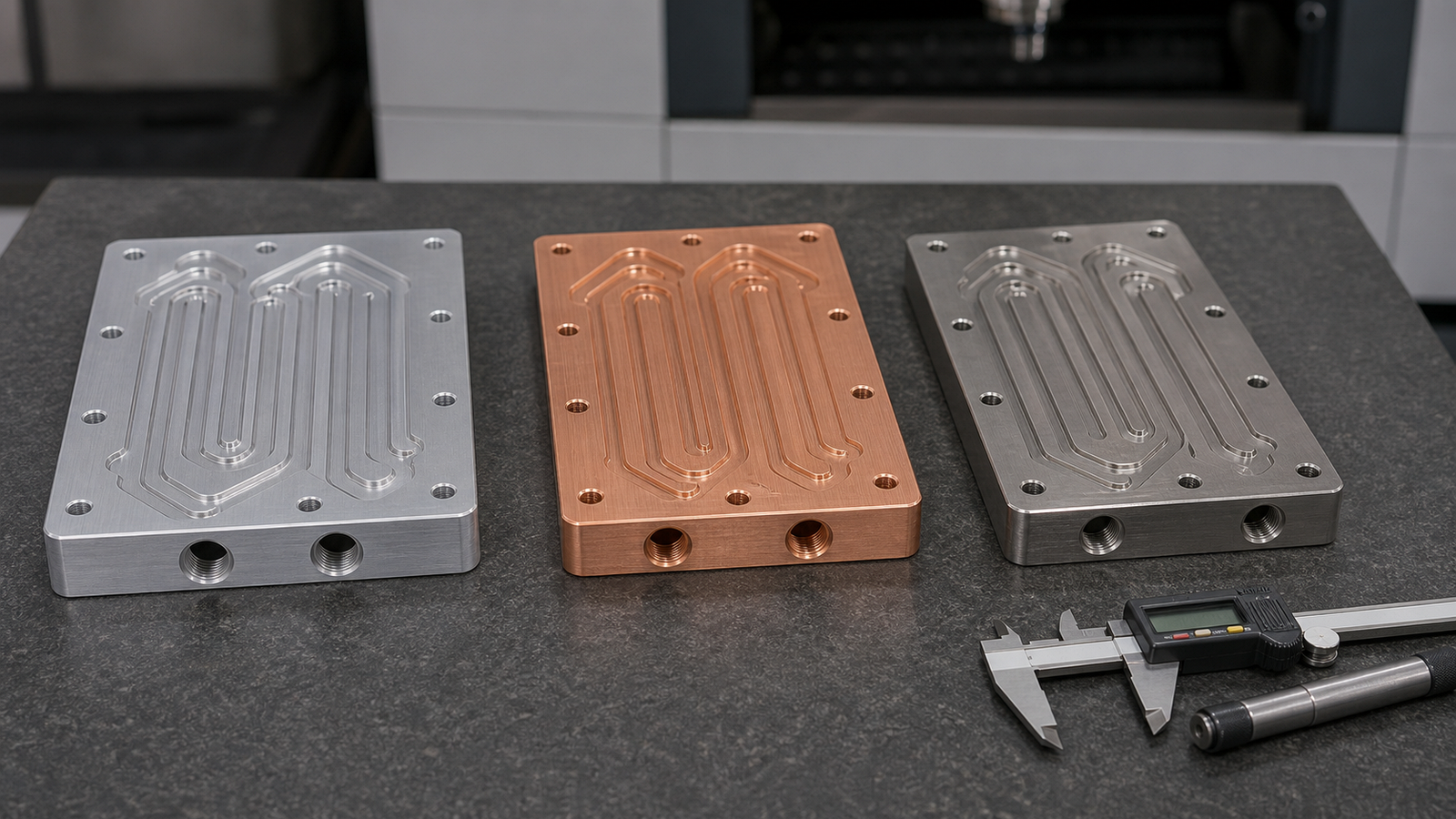
| Aluminum 6061-T6 | 167 W/mK | 2.70 g/cm³ | Good (with treatment) | Most cold plates, best cost-to-performance |
| Copper C110 | 391 W/mK | 8.94 g/cm³ | Fair | Maximum heat transfer, small footprint |
| Stainless Steel 316 | 16 W/mK | 8.00 g/cm³ | Excellent | Corrosive coolants, chemical environments |
Aluminum 6061-T6 is the default choice for 80% of cold plates. It is light, cheap and machines fast. Its thermal conductivity is good enough for most applications. For water-glycol coolant, treat the channels with chromate conversion or anodize to prevent galvanic corrosion.
Copper C110 is used when thermal performance matters more than cost or weight. Its 391 W/mK conductivity is 2.3x better than aluminum. Common in semiconductor process equipment and high-power laser diode coolers.
Stainless Steel 316 has poor thermal conductivity (16 W/mK), but it is the only choice when the coolant is corrosive, deionized water at high temperature, acids, or aggressive chemicals. Common in medical imaging and chemical processing.
Manufacturing Methods
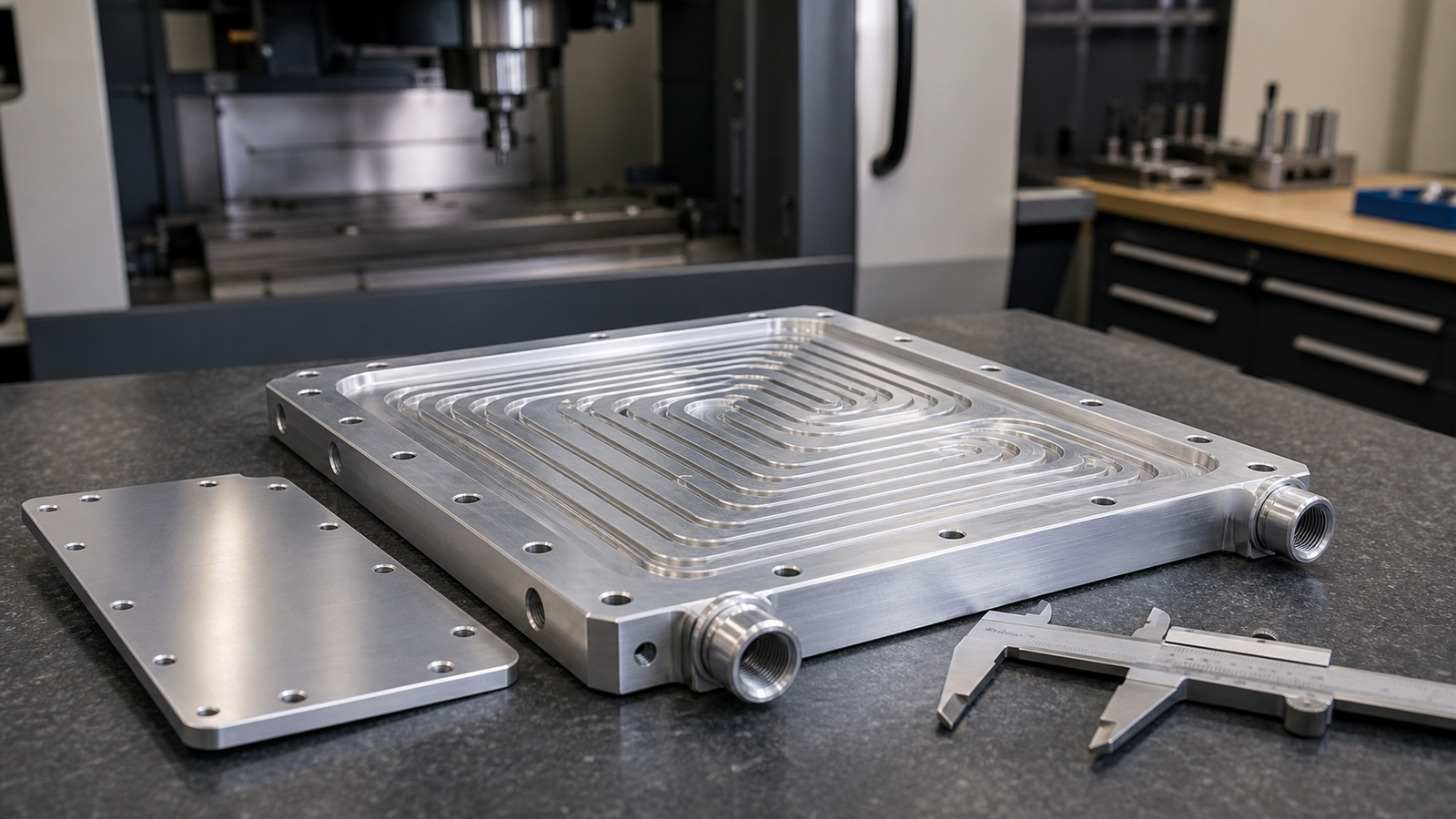
CNC Machined Channels + Brazed Cover (Most Common)
The most popular method. A CNC mill cuts channels into the top of an aluminum or copper plate. A flat cover plate is then vacuum brazed on top, sealing the channels permanently. Brazing creates a metallurgical bond that is leak-proof and can handle high pressure (100+ psi).
This method works for both serpentine and parallel channel layouts. Brazing requires clean, flat mating surfaces, 32 Ra or better and 0.002 inch flatness.
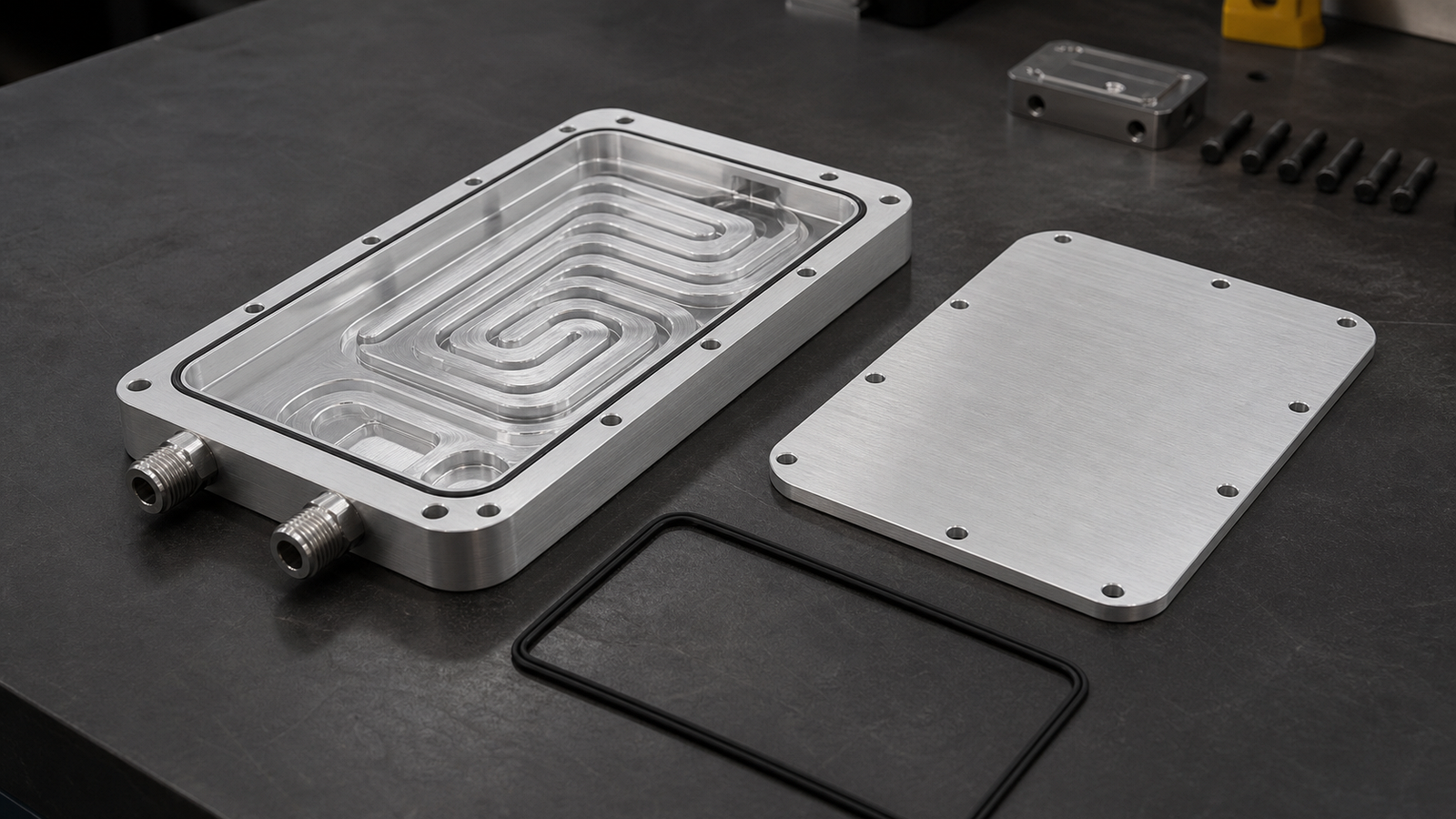
CNC Machined Channels + O-Ring Sealed Cover
Instead of brazing, a cover plate is bolted on with an O-ring seal. This is cheaper than brazing and allows disassembly for cleaning or inspection. The trade-off is lower pressure rating (typically 30-50 psi) and the need for precise O-ring groove machining (±0.001 inch).
Great for prototypes and low-volume production. Easy to iterate on channel designs without re-brazing.
Gun-Drilled Channels
Long, straight channels are drilled through the plate using a gun drill. Cross-holes are plugged to create flow paths. This method is simple but limited to straight channels, no serpentine or complex geometries. Used for simple, high-pressure applications.
Friction Stir Welded (FSW)
A spinning tool presses the cover plate into the channel body, creating a solid-state weld. FSW produces a stronger joint than brazing with no filler material. It is becoming the standard for high-volume EV battery cold plates. However, FSW requires specialized equipment that most CNC shops do not have.
Channel Design Considerations
Serpentine vs Parallel Channels
- Serpentine: A single winding path that covers the entire plate. Gives the most uniform temperature distribution. But the long path creates high pressure drop. Best for small plates (under 8x8 inches) where pressure drop is manageable.
- Parallel: Flow splits into many parallel paths. Lower pressure drop because each path is short. But the coolant at the inlet is colder than at the outlet, creating a temperature gradient. Best for large plates where pressure drop matters more than perfect uniformity.
Pressure Drop
Pressure drop determines how powerful your pump must be. Narrower channels, longer paths and higher flow rates all increase pressure drop. A typical cold plate should stay under 5 psi at the design flow rate. If pressure drop exceeds your pump capacity, widen the channels or switch from serpentine to parallel.
Flow Rate
Higher flow rate removes more heat, up to a point. Beyond a certain flow rate, the improvement is small but the pressure drop keeps climbing. Most cold plates are designed for 1-4 liters per minute. Run a CFD simulation or use manufacturer curves to find the optimal flow rate for your thermal load.
CNC-Specific Design Considerations
- O-ring grooves: Standard groove profiles follow Parker or AS-568 standards. Groove width and depth must be held to ±0.001 inch. Use a dovetail groove for captive O-rings that will not fall out during assembly.
- Channel corner radius: The end mill leaves a radius at every internal corner. For a 0.250-inch end mill, the minimum corner radius is 0.125 inch. Design your channel turns to accommodate this radius.
- Channel depth: Keep channel depth under 4x the tool diameter. A 0.250-inch end mill can comfortably reach 1 inch deep. Deeper channels need extended-reach tools that cost more and cut slower.
- Inlet and outlet ports: Machine threaded ports (NPT or SAE O-ring boss) directly into the cold plate body. This eliminates separate fittings and potential leak points. Common sizes: 1/4 NPT, 3/8 NPT and -6 SAE ORB.
- Surface finish for brazed joints: Mating surfaces need 32 Ra or better. Rough surfaces trap air pockets that weaken the braze joint and create hot spots.
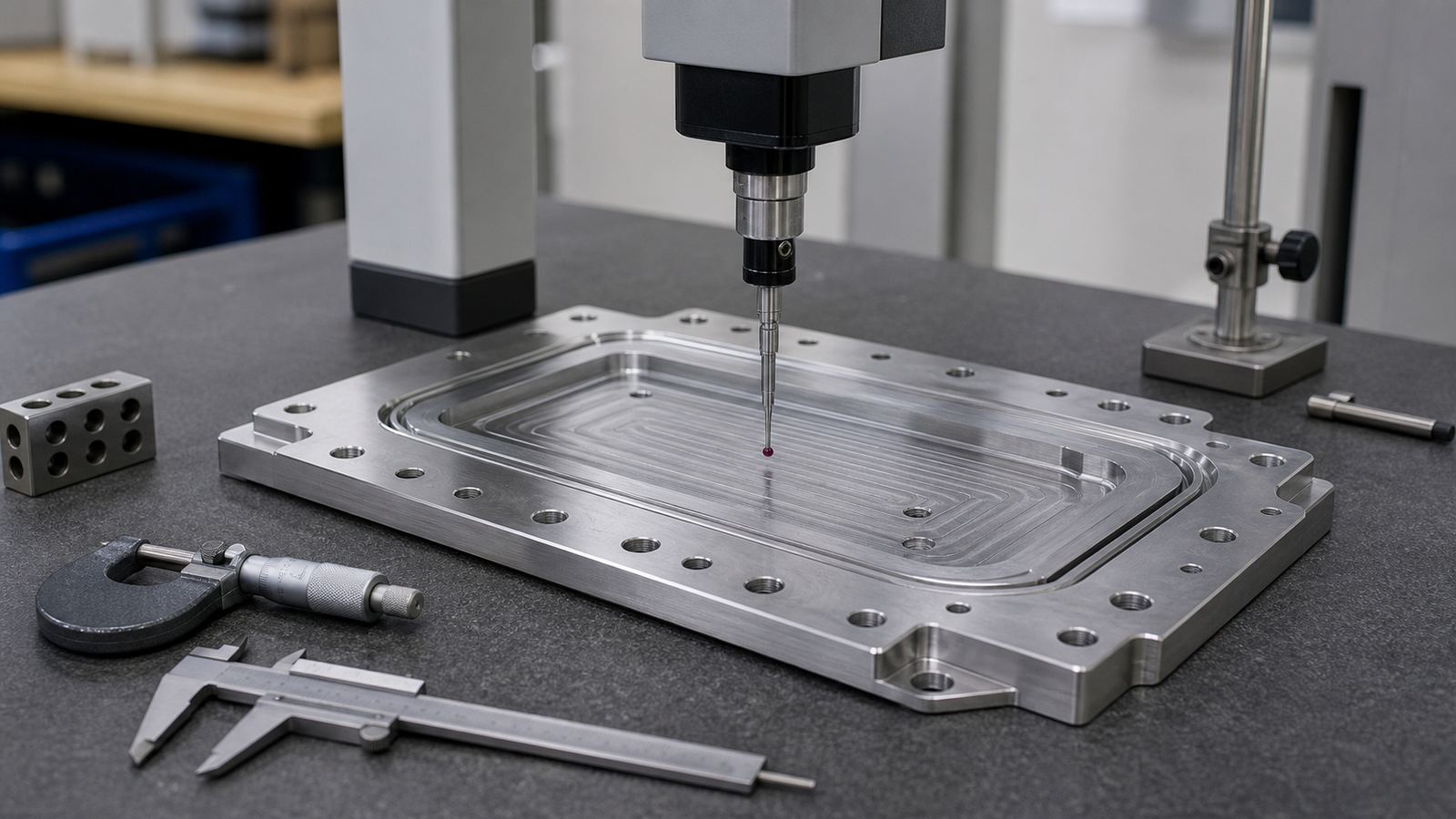
Typical Cold Plate Tolerances
| Feature | Tolerance | Why It Matters |
|---|---|---|
| Channel width and depth | ±0.002 inch | Controls flow rate and pressure drop |
| O-ring groove dimensions | ±0.001 inch | Prevents leaks under pressure |
| Sealing surface flatness | 0.002 inch total | Ensures cover plate contact for brazing or O-ring seal |
| Mounting surface flatness | 0.002 inch total | Good thermal contact with heat source |
| Mounting hole position | ±0.003 inch | Aligns cold plate with module mounting pattern |
| Port thread | Class 2B | Standard thread fit for leak-free connections |

Industries Using Cold Plates
- EV and hybrid vehicles: Battery pack cooling, motor inverter cooling, on-board charger cooling. Aluminum 6061 is standard. Friction stir welded joints are common in production. Typical volumes: 10,000-500,000 per year.
- Semiconductor equipment: Wafer chucks, RF generator cooling and process chamber cooling. Copper C110 is common for maximum heat removal. Typical volumes: 10-500 per year.
- Medical imaging: CT scanners, MRI gradient coils and X-ray tube cooling. Stainless Steel 316 is used when coolant compatibility matters. Typical volumes: 50-1,000 per year.
- Aerospace and defense: Radar cooling, EW suite cooling and satellite power bus cooling. Aluminum 6061 with vacuum-brazed joints. Must pass MIL-STD vibration and thermal cycling tests.
- Telecom and data centers: Direct-to-chip liquid cooling for CPUs and GPUs. Copper or aluminum depending on thermal density. Growing fast as AI workloads increase.
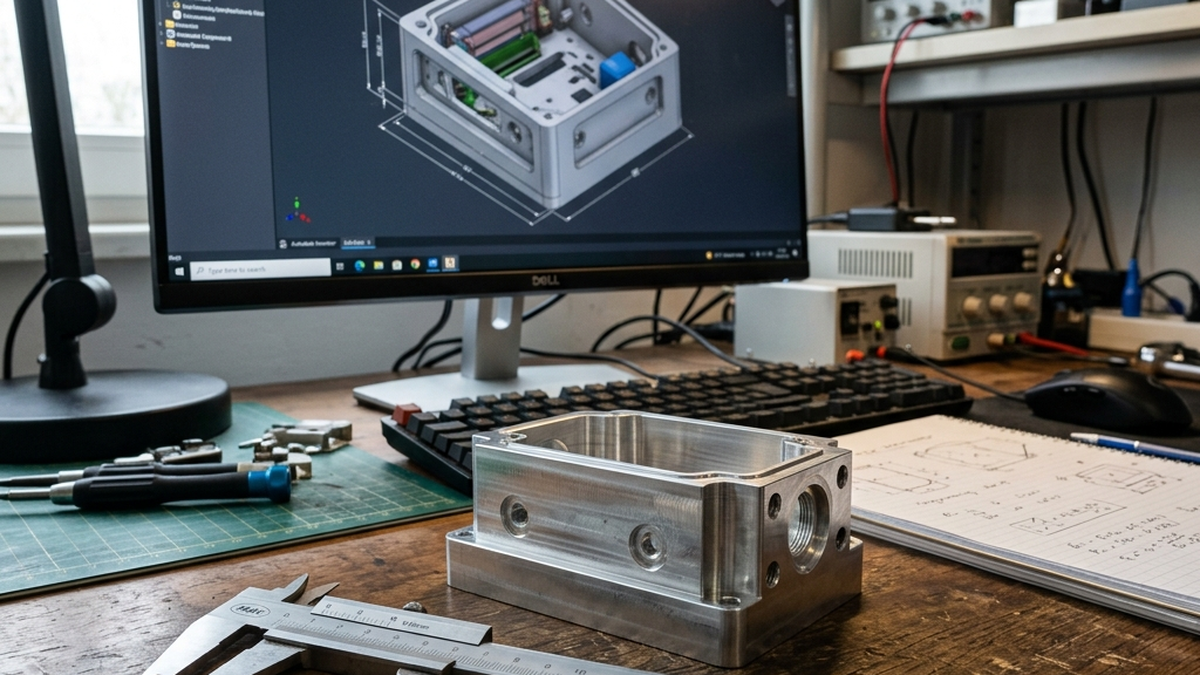
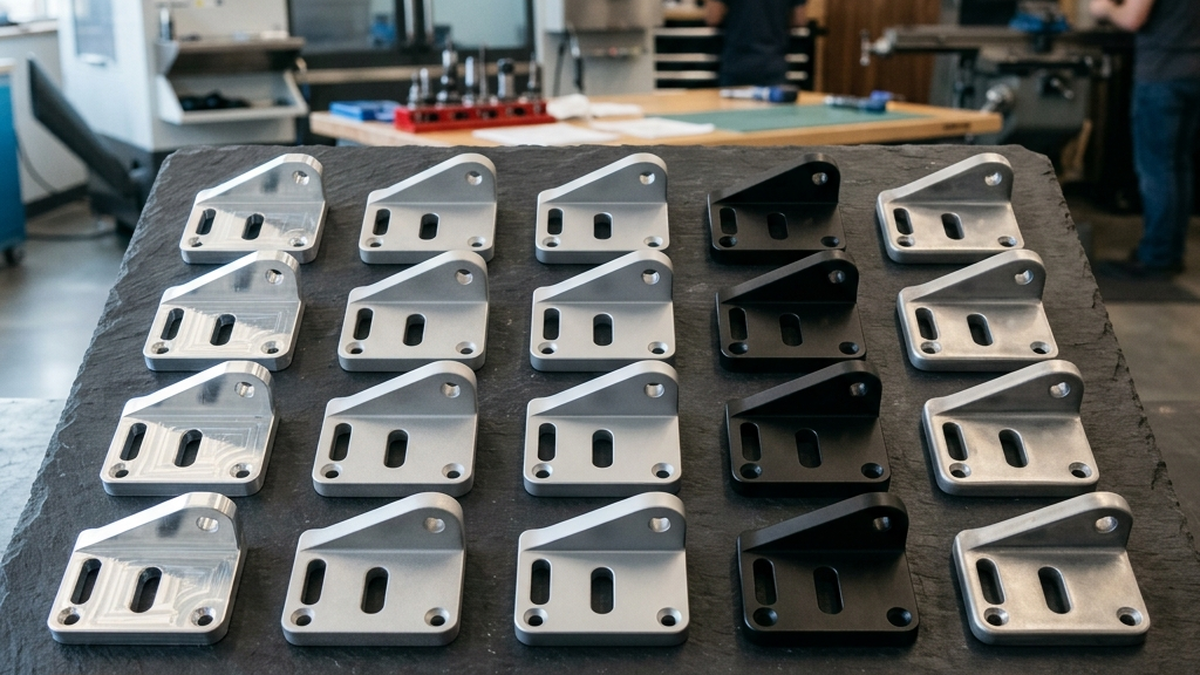
How RivCut Machines Cold Plates
RivCut machines cold plate channel bodies and cover plates on 3-axis CNC mills. Here is what we deliver:
- Materials: Aluminum 6061-T6, Aluminum 6063, Copper C110, Stainless Steel 316
- O-ring grooves: ±0.001 inch on groove width and depth. Parker and AS-568 standard profiles.
- Channel tolerances: ±0.002 inch on width and depth
- Flatness: 0.002 inch over full plate area (up to 12x12 inches)
- Surface finish: 32 Ra on sealing and mounting surfaces, 63 Ra on channel walls
- Leak testing: Available on request. Air-under-water test at specified pressure (typically 30-100 psi).
- Volume: 1 prototype to 1,000+ production pieces. No minimums.
For prototypes, use the O-ring sealed cover method. It is cheaper, faster and lets you test and iterate on channel designs without brazing. Once the design is locked, switch to vacuum brazing for production.
Frequently Asked Questions
What is a cold plate?
A cold plate is a metal plate with internal channels that carry liquid coolant. Heat flows from a hot component through the plate into the coolant, which is then pumped to a radiator.
What materials are used for cold plates?
Aluminum 6061-T6 is most common. Copper C110 offers the best thermal performance. Stainless Steel 316 is used with corrosive coolants.
How are cold plate channels sealed?
O-ring sealed covers (bolted), vacuum brazing, or friction stir welding. O-ring covers allow disassembly. Brazing and FSW are permanent.
What tolerances do cold plates need?
Channel dimensions need ±0.002 inch. O-ring grooves need ±0.001 inch. Flatness should be within 0.002 inch over the full plate.
What is the difference between serpentine and parallel channels?
Serpentine has one winding path for uniform cooling but higher pressure drop. Parallel splits into many paths for lower pressure drop but less uniform temperature.
Why is the cold plate market growing?
EV batteries, AI data centers and high-power electronics all generate heat loads that exceed air cooling capacity. Liquid cold plates are the solution.
Can RivCut machine cold plates?
Yes. RivCut machines channel bodies and covers on 3-axis mills. We hold ±0.001 inch on O-ring grooves, ±0.002 inch on channels and 0.002 inch flatness. Leak testing is available.
What surface finish do brazed joints need?
32 Ra or better. Rough surfaces trap air pockets that weaken the joint. Mating faces must also be flat within 0.002 inch.
How much does a CNC machined cold plate cost?
A simple aluminum cold plate (6x8 inch, serpentine channel) costs $200-$500 for a prototype. At 50 pieces, per-part cost drops to $80-$150.