What Is Value Engineering?
Value engineering (VE) is a step-by-step method to lower part cost while keeping the same function. It started in the 1940s at General Electric when material shortages forced engineers to find cheaper substitutes. They discovered that many substitutes worked just as well or better than the original.
The core idea is simple. Look at every feature on your part and ask: does this add value? If a feature does not help the part do its job, change it or remove it. Value analysis (VA) is the same idea, but applied to parts already in production.
For CNC machining, value engineering can cut costs by 20-40% on a typical part. That savings comes from faster machining time, cheaper materials, fewer setups and less scrap. Here are 10 strategies that work every time.
RivCut offers a free DFM review on every quote. Our engineers flag cost-saving opportunities before you approve the job. Most customers save 15-25% after our review.
1. Relax Tolerances on Non-Critical Features
This is the single biggest cost lever. A tolerance of ±0.001 inch requires slow feeds, careful tool monitoring and extra inspection time. That same feature at ±0.005 inch machines 2-3x faster.
Ask yourself: does this surface mate with another part? Does it hold a bearing or a seal? If the answer is no, loosen the tolerance. Most clearance holes, cosmetic surfaces and structural features work fine at ±0.005 inch or even ±0.010 inch.
Use our tolerance-cost calculator to see exactly how tolerance affects your part price.
2. Skip Unnecessary Surface Finishes
A standard as-machined finish of 63 Ra (microinch) is good enough for most parts. Going to 32 Ra means the shop runs a finish pass at slower speed. Going to 16 Ra or 8 Ra may require grinding, which is a separate operation on a different machine.
Only call out a tight surface finish where it matters: sealing surfaces, bearing bores and sliding interfaces. Everything else can stay at 63 Ra or 125 Ra. Read our surface finish buyer's guide for a full comparison.
3. Use Standard Tool Sizes for Holes
Every machine shop has a rack of standard drill bits: 1/8 inch, 3/16 inch, 1/4 inch, 5/16 inch, 3/8 inch and so on. These drills are cheap and fast. If your drawing calls for a 0.257-inch hole, the shop needs a custom reamer that costs $50-$200 and may not be in stock.
Design your holes to match standard fractional, letter, or number drill sizes. The same goes for tapped holes: use standard thread sizes like #4-40, #6-32, #8-32, #10-32, 1/4-20 and 3/8-16.
4. Minimize Setups
Every time a machinist flips the part, that is a new setup. Each setup takes 15-45 minutes of non-cutting time: fixturing, indicating, zeroing and running a test cut. A part that needs 4-5 setups can easily cost 3x more than a part that machines in 1-2 setups.
Design your part so that most features are accessible from one or two directions. Keep critical features on the same side. Avoid features on angled surfaces that require custom fixtures or a 4th-axis rotary table.
5. Choose a Cheaper Material That Still Meets Requirements
Material choice has a huge impact on both raw cost and machining time. Here are some common swaps:
- Aluminum 6061-T6 instead of 7075-T6: 6061 costs about 30% less and machines faster. It has a yield strength of 40 ksi versus 73 ksi for 7075. For brackets, enclosures and non-structural parts, 6061 is the better choice.
- Stainless 303 instead of 316: 303 is a free-machining stainless steel that cuts 2x faster than 316. Unless you need superior corrosion resistance (marine, chemical), use 303.
- Delrin instead of PEEK: PEEK costs $50-$100 per pound. Delrin costs $3-$8 per pound. For non-high-temp applications, Delrin has great strength and machinability.
- Steel 1018 instead of 4140: For fixtures, jigs and non-hardened parts, 1018 mild steel is cheaper and easier to cut than 4140 alloy steel.
See our material cost comparison for a full price breakdown by grade.
6. Reduce Pocket Depth
Deep pockets are expensive. When a pocket depth exceeds 4x the tool diameter, the shop must use extended-reach end mills. These tools cost more, deflect more and cut slower. A pocket that is 2 inches deep with a 0.25-inch end mill (8:1 ratio) may need multiple tools and roughing passes.
Keep pocket depths under 4x the tool diameter when possible. If you need a deep pocket, make it wider so a bigger cutter can reach the bottom. A 0.5-inch end mill reaching 2 inches deep (4:1 ratio) is much faster and cheaper than a 0.25-inch end mill at the same depth.
7. Add Fillets to Internal Corners
Sharp 90-degree internal corners are impossible to machine with a round end mill. The shop must use a very small tool to get close to the corner, then sometimes EDM (electrical discharge machining) the rest. This is slow and expensive.
Add a fillet radius of at least 0.125 inch to all internal corners. This lets the shop use a 0.250-inch end mill, which is strong, fast and cheap. Bigger fillets mean bigger cutters and faster cuts. A 0.250-inch fillet can cut pocket machining time by 30-50% compared to a 0.031-inch fillet.
8. Remove Unnecessary Features
Every feature on a part costs time to machine. Chamfers, countersinks, engraved text, decorative surfaces and cosmetic blends all add minutes. On a hidden face or an internal cavity, these features serve no purpose.
Walk through your design and ask: who sees this surface? If the answer is nobody, remove the decorative feature. Save chamfers for edges that need deburring. Save engraving for surfaces that need marking.
9. Design for Standard Stock Sizes
Aluminum plate comes in standard thicknesses: 0.250 inch, 0.375 inch, 0.500 inch, 0.750 inch, 1.000 inch, 1.500 inch and 2.000 inch. If your part is 1.05 inches thick, the shop must buy 1.5-inch plate and machine away 0.45 inches of material. That wastes material and time.
Design your part to fit within a standard stock size. A part that is 0.950 inches thick fits in 1.000-inch plate with just 0.050 inches to face off. That saves 33% on material and 20+ minutes of roughing time.
The same rule applies to round bar. Standard diameters include 0.500 inch, 0.750 inch, 1.000 inch, 1.500 inch and 2.000 inch. Match your turned parts to these sizes.
10. Order in Volume to Amortize Setup
A typical CNC setup costs $150-$300. That includes programming, fixturing, tool loading and first article inspection. If you order 1 part, the entire setup cost lands on that single piece. If you order 50 parts, that same $200 setup is only $4 per part.
Here is a simple example:
- 1 part: $200 setup + $25 machining = $225 per part
- 10 parts: $200 setup + $250 machining = $45 per part
- 50 parts: $200 setup + $1,250 machining = $29 per part
Use our quantity breakpoint calculator to find the sweet spot for your part.
Case Study: How a Startup Saved 40%
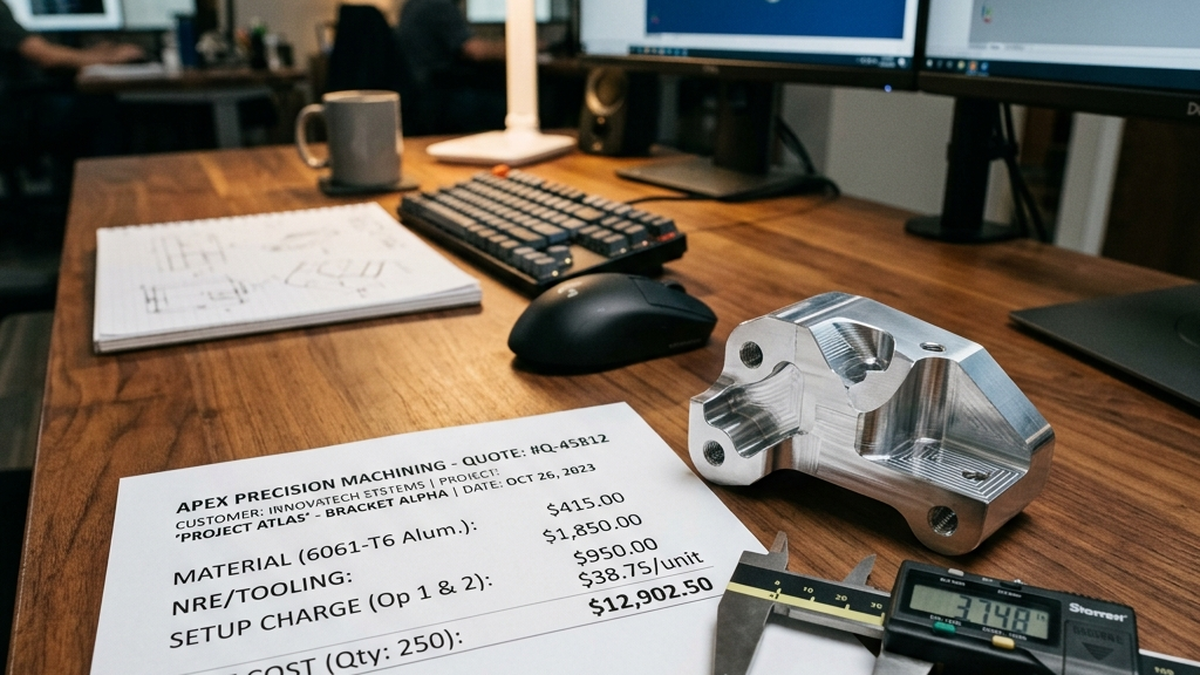
A Bay Area robotics startup came to RivCut with a sensor bracket made from Aluminum 7075-T6. The original design had 12 features with ±0.001-inch tolerances, sharp internal corners and a mirror-polish surface finish on all six sides. The quoted price was $185 per part for 10 pieces.
Our DFM review found these opportunities:
- Switched material from 7075-T6 to 6061-T6 (the bracket sees no significant load)
- Relaxed 9 of 12 tolerances from ±0.001 inch to ±0.005 inch (only 3 features actually mated)
- Added 0.125-inch fillets to all internal corners
- Removed mirror finish from 4 hidden faces, kept it on 2 visible faces
- Redesigned part thickness from 1.05 inch to 0.95 inch to fit standard 1.0-inch plate
The revised price was $112 per part. That is a 40% savings with zero change to part function. The bracket passed all fit and function tests on the first try.
Cost Impact Comparison Table
| Strategy | Typical Savings | Effort to Implement | Risk to Function |
|---|---|---|---|
| Relax tolerances | 20-40% | Low (drawing change) | None if non-critical |
| Skip unnecessary finishes | 10-25% | Low (spec change) | None if non-cosmetic |
| Standard hole sizes | 5-15% | Low (drawing change) | None |
| Minimize setups | 15-30% | Medium (redesign) | None |
| Cheaper material | 15-50% | Medium (testing needed) | Low if properly selected |
| Reduce pocket depth | 10-25% | Medium (redesign) | None |
| Add internal fillets | 15-30% | Low (CAD change) | None |
| Remove unnecessary features | 5-20% | Low (drawing change) | None |
| Design for standard stock | 10-20% | Low (dimension change) | None |
| Order in volume | 30-70% | None (just order more) | None |
Upload your CAD file to RivCut's instant quoting platform. Our engineers will review your design for free and flag every cost-saving opportunity before you approve the job.
Frequently Asked Questions
What is value engineering in CNC machining?
Value engineering (VE) is a step-by-step method to lower part cost while keeping the same function. You look at every feature, tolerance and material choice and ask: does this add value? If not, you change or remove it.
How much can value engineering save on CNC parts?
Most projects save 20-40% on per-part cost after a value engineering review. Some startups have cut costs by more than 50% by combining tolerance relaxation, material swaps and volume ordering.
Does relaxing tolerances hurt part quality?
Not if you do it on non-critical features. A decorative surface or clearance hole does not need ±0.001 inch. Moving those to ±0.005 inch saves 2-3x on machining time without changing how the part works.
Is Aluminum 6061 a good substitute for 7075?
Yes, if your part does not need the extra strength. Aluminum 6061-T6 has a yield strength of 40 ksi and costs about 30% less than 7075-T6 (73 ksi yield). For brackets, enclosures and fixtures, 6061 is great.
What surface finish is good enough for most CNC parts?
A 63 Ra (microinch) finish is the standard as-machined finish and works for most parts. Going to 32 Ra or 16 Ra adds cost because the shop must run slower passes or add a grinding step.
How do internal corner fillets reduce CNC cost?
Sharp internal corners require small end mills that cut slowly and wear out fast. Adding a fillet radius of 0.125 inch or larger lets the shop use bigger, faster cutters. This can cut pocket machining time by 30-50%.
What is the cheapest way to order CNC prototypes?
Order 5-10 pieces instead of just one. The setup cost ($150-$300) is the same whether you make 1 part or 10. Spreading that cost over 10 parts drops your per-piece price by 50% or more.
Should I use standard hole sizes to save money?
Yes. Standard drill sizes like 1/4 inch, 5/16 inch and 3/8 inch are in every shop. Odd sizes like 0.257 inch require custom reamers that cost $50-$200 each and add lead time.
What is the difference between value engineering and value analysis?
Value engineering (VE) happens during the design phase before production. Value analysis (VA) happens after the part is already in production. Both cut cost without hurting function, but VE saves more because changes are cheaper before tooling is set.