What Is a Heat Sink?
A heat sink is a metal part that moves heat away from a hot component. It works by spreading heat from a small contact area into a larger surface area with fins. The fins transfer heat to the surrounding air (or liquid) through convection. Without a heat sink, chips, LEDs, power transistors and batteries overheat and fail.
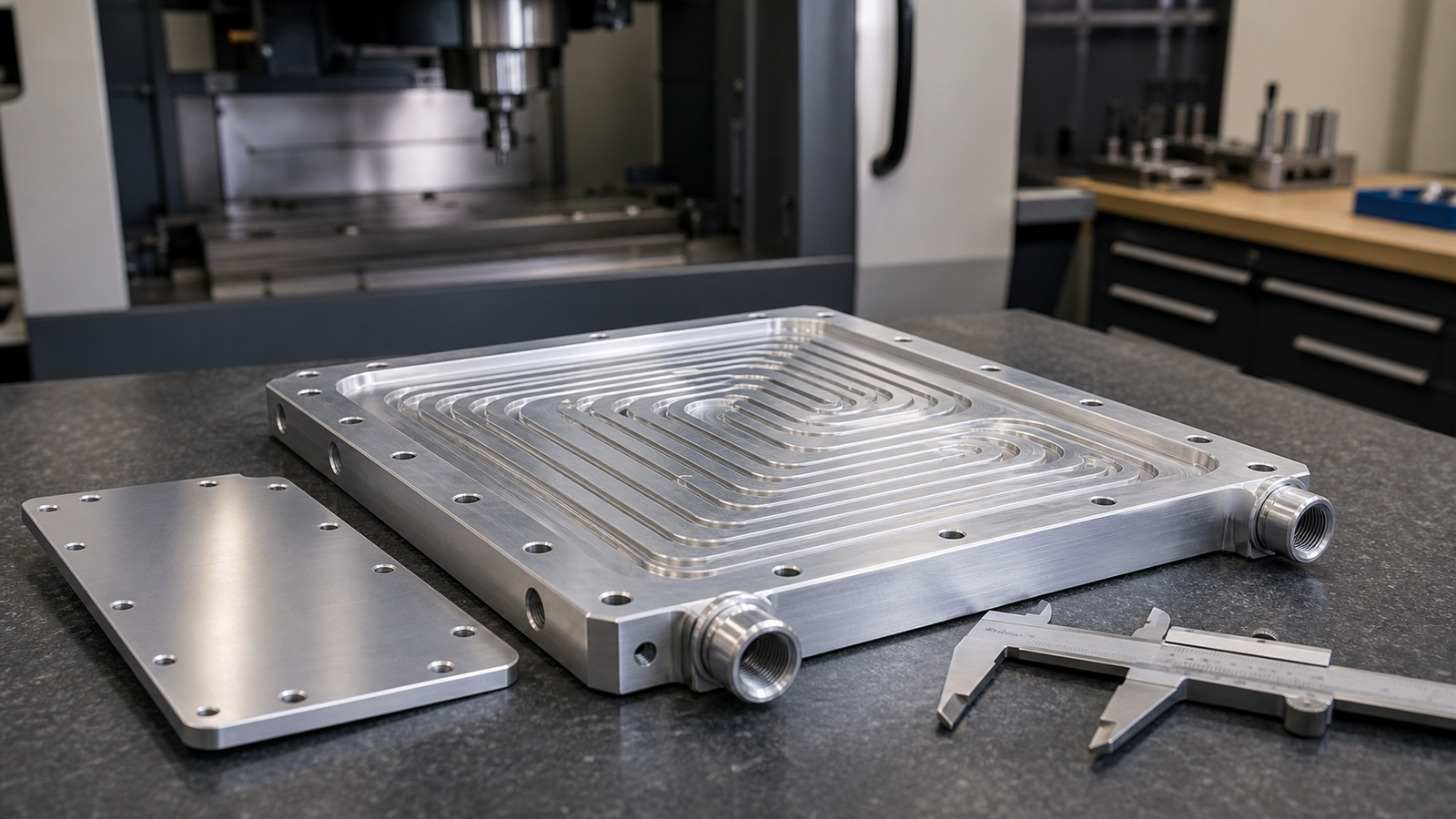
Heat sinks come in many shapes. The most common CNC machined types are finned blocks, pin-fin arrays and custom profiles that integrate mounting features, stiffeners and channels into a single part.
Why CNC Machine Heat Sinks?
Extrusion is the cheapest way to make heat sinks in high volumes (1,000+ pieces). But extrusion has limits. It can only produce uniform, straight profiles. The tolerances are loose (±0.010 inch typical). And the tooling costs $2,000-$10,000 upfront.
CNC machining is better when you need:
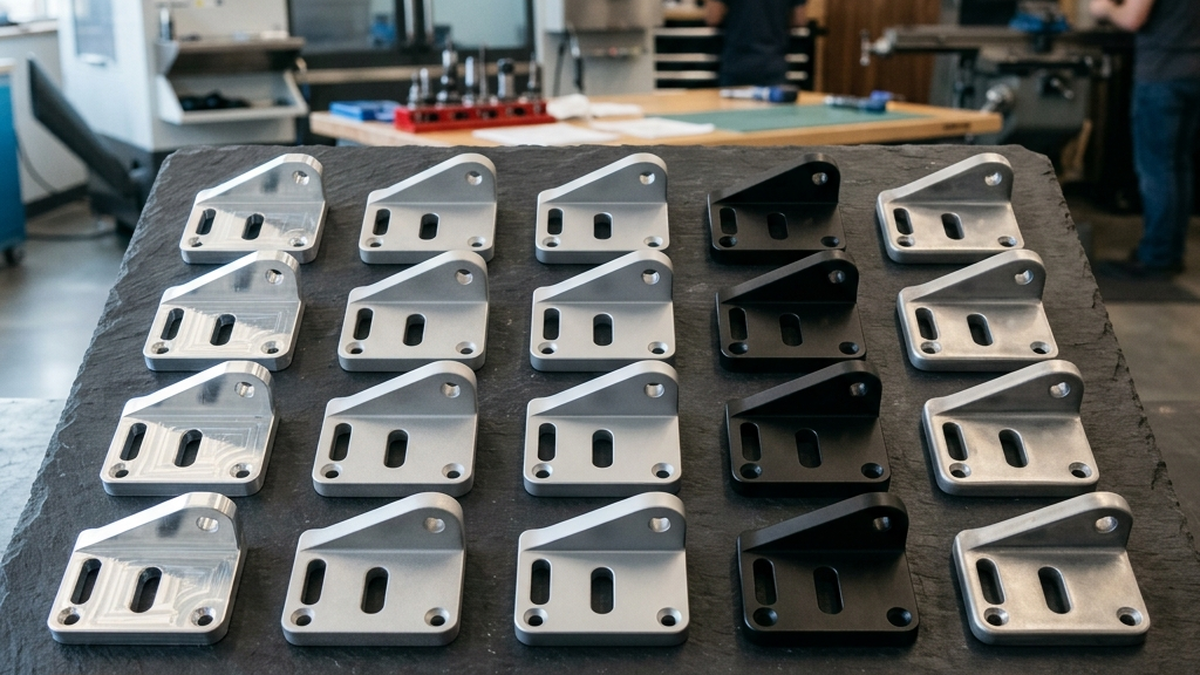
- Low volumes: 1-500 pieces with no tooling cost
- Custom geometry: Non-uniform fins, integrated mounting holes, stepped bases, or compound angles
- Tight tolerances: ±0.001-0.002 inch on mounting surfaces for perfect thermal contact
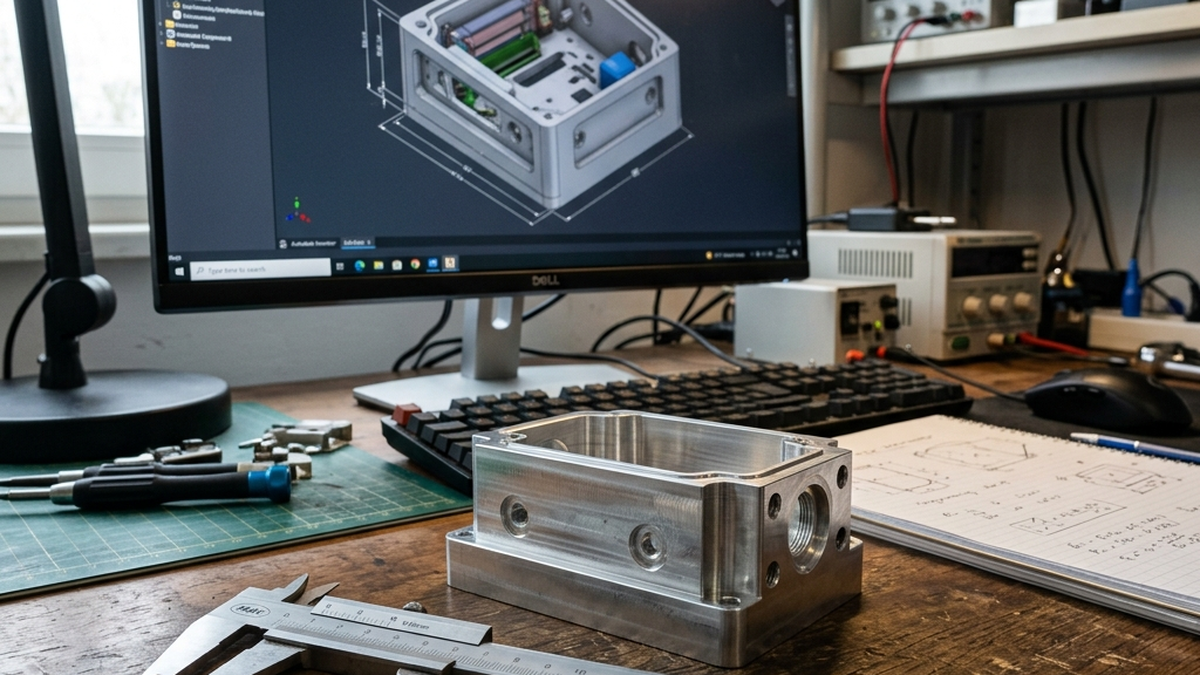
- Multiple features: Threaded holes, O-ring grooves, dowel pin holes and pockets in a single part
- Fast turnaround: Prototypes in 3-5 days vs 4-6 weeks for extrusion tooling
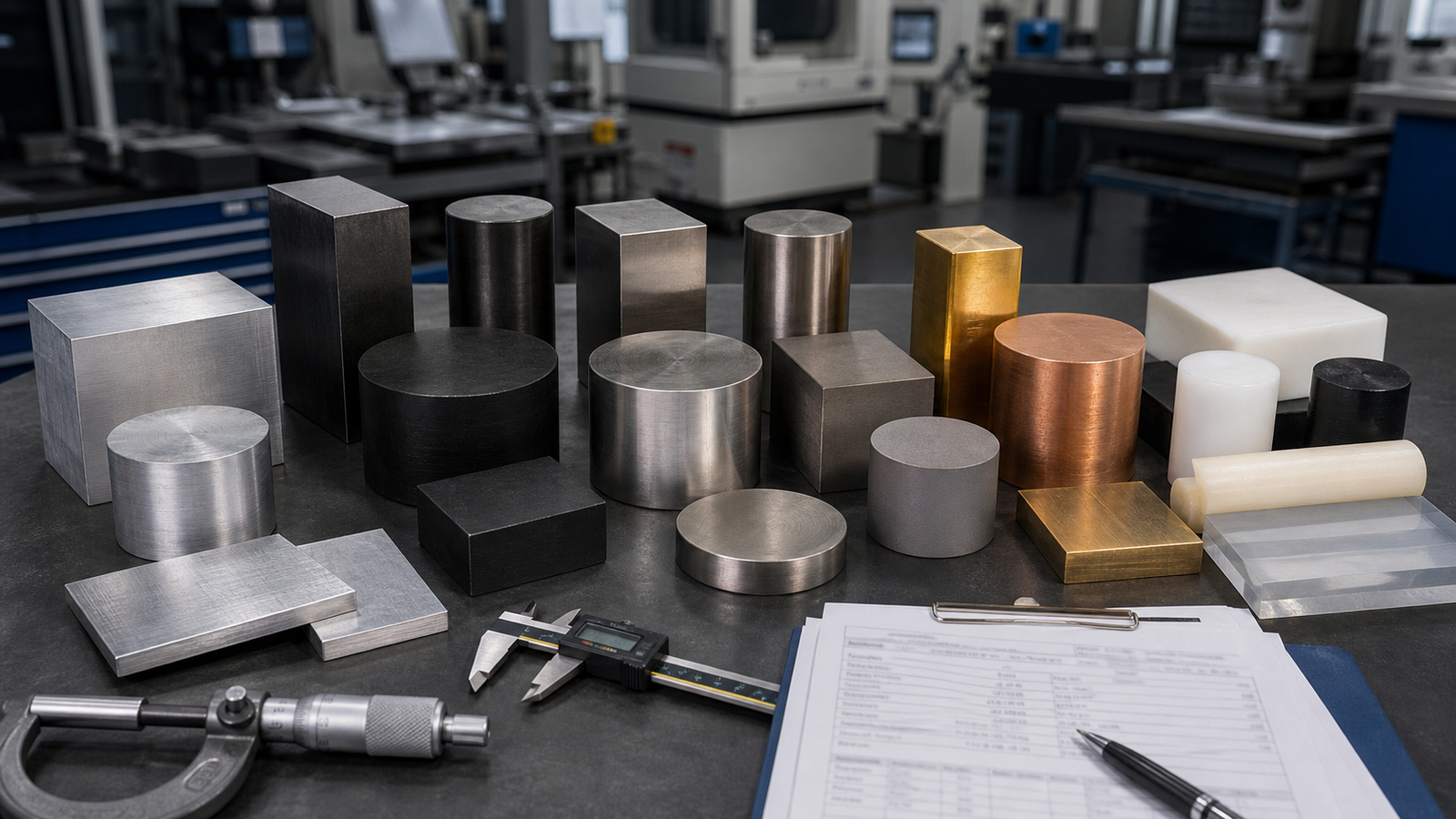
Material Comparison
| Material | Thermal Conductivity | Density | Relative Cost | Best For |
|---|---|---|---|---|
| Aluminum 6061-T6 | 167 W/mK | 2.70 g/cm³ | 1x (baseline) | Most heat sinks, best value |
| Aluminum 6063-T5 | 201 W/mK | 2.69 g/cm³ | 1.1x | Higher performance, extrusion-friendly |
| Aluminum 7075-T6 | 130 W/mK | 2.81 g/cm³ | 1.5x | Structural + thermal (not ideal for pure cooling) |
| Copper C110 | 391 W/mK | 8.94 g/cm³ | 3x | Maximum thermal performance, small footprint |
| Copper C145 (Tellurium) | 355 W/mK | 8.94 g/cm³ | 3.2x | Easier to machine than C110, good compromise |
For most projects, Aluminum 6061-T6 is the best choice. It is cheap, easy to machine and has good thermal performance. If you need the best possible cooling in a small space, use Copper C110. Its thermal conductivity is 2.3x higher than Aluminum 6061, but it weighs 3.3x more and costs 3x more to machine (copper dulls tools faster). See our material cost comparison for up-to-date pricing.
Design Parameters
The key design parameters for a finned heat sink are:
- Fin height (H): Taller fins have more surface area, which lowers thermal resistance. But very tall fins create diminishing returns because air flow decreases between tightly packed tall fins.
- Fin thickness (t): Thicker fins conduct heat better from base to tip. But they take up space that could hold more fins. A balance of 1-2mm works for most aluminum designs.
- Fin spacing (s): Wider spacing allows better airflow between fins. For natural convection (no fan), use 6-10mm spacing. For forced air (with a fan), you can go as tight as 2-3mm.
- Base thickness (b): The base spreads heat from the source across all the fins. A thicker base (5-10mm) is better for point heat sources. A thinner base (2-4mm) works when the heat source covers the full footprint.
- Thermal resistance (R): Measured in °C/W. Lower is better. A well-designed aluminum heat sink achieves 0.5-2.0 °C/W depending on size and airflow. Use simulation software or thermal calculators to predict R before machining.
CNC Design Rules for Heat Sink Fins
Maximum fin height-to-thickness ratio for CNC: 10:1. A 1mm thick fin can be up to 10mm tall. Beyond this, tool deflection and fin vibration cause chatter marks and dimensional errors.
- Minimum fin thickness: 1mm (0.040 inch) for aluminum; 0.5mm (0.020 inch) for copper
- Maximum aspect ratio: 10:1 (fin height to fin thickness)
- Minimum slot width between fins: 1.5mm (0.060 inch) to allow end mill access. Narrower slots require specialty micro end mills that cost more and cut slower.
- Fillet at fin base: Add a 0.5mm radius where each fin meets the base. This lets the cutter clear the corner cleanly and reduces stress concentration.
- Draft angle: Not required for CNC (unlike casting or molding). Fins can be straight vertical walls.
Surface Finish for Thermal Contact
The mounting surface, the flat bottom that touches the heat source, is the most important surface on the heat sink. Air gaps between the heat source and the heat sink act as insulation. A smoother surface has fewer gaps.
- Mounting surface: 32 Ra or better (16 Ra is ideal). This requires a finish pass with a fly cutter or face mill at high RPM and slow feed.
- Fin surfaces: 63 Ra (standard as-machined) is fine. Fins transfer heat to air, not to a mating surface.
- Flatness: The mounting surface should be flat within 0.002 inch over the full contact area. Poor flatness creates an air gap at the edges that no amount of thermal paste can fix.
Anodizing adds a thin oxide layer (5-25 micron) that slightly increases thermal radiation but slightly decreases conduction at the interface. For most applications, leave the mounting surface un-anodized (mask it during anodizing). Anodize the fins for corrosion protection and better radiation. Read our surface finish buyer's guide for more options.
Thermal Interface Materials (TIM)
Even with a 32 Ra mounting surface, tiny valleys trap air. A thermal interface material fills these gaps and improves heat transfer.
- Thermal paste (grease): Best performance (1-5 W/mK). Messy to apply. Works best for permanent installs. Common brands: Arctic Silver, Dow Corning TC-5022.
- Thermal pads: Easy to apply, pre-cut to shape (1-6 W/mK). Slightly worse than paste but cleaner and easier to service. Common brands: Bergquist Gap Pad, Laird Tflex.
- Phase-change materials: Solid at room temperature, melt at operating temperature to fill gaps. Good balance of performance and ease of use.
Mounting pressure also matters. Most thermal pads need 20-50 psi of clamping force to compress properly. Design your mounting screws to apply even pressure across the contact area.
Applications
- EV battery cooling: Aluminum 6061 heat sinks mount between battery cells and cold plates to spread heat and prevent thermal runaway. Typical tolerance: ±0.002 inch on contact surfaces.
- Power electronics: IGBTs, MOSFETs and power modules in inverters and motor drives generate 50-500W. Custom CNC heat sinks with direct-mount patterns replace generic off-the-shelf units.
- LED lighting: High-power LEDs need heat sinks to stay under 85°C junction temperature. CNC allows custom shapes that integrate into the luminaire housing.
- Server and telecom: Data centers use custom heat sinks for CPUs, GPUs and ASICs. Copper C110 is common when space is tight and thermal loads are high (200W+ per chip).
- Aerospace avionics: Avionics boxes in aircraft use CNC aluminum heat sinks rated for vibration, altitude and wide temperature ranges (-55°C to +85°C).
Cost Drivers for CNC Heat Sinks
| Factor | Low Cost | High Cost |
|---|---|---|
| Number of fins | 5-10 fins | 20-40 fins (more tool passes) |
| Fin slot depth | Under 15mm | Over 25mm (specialty tools) |
| Fin spacing | 3mm+ (standard end mills) | Under 2mm (micro tools) |
| Material | Aluminum 6061 | Copper C110 (3x material, slower cuts) |
| Mounting surface finish | 63 Ra (standard) | 16 Ra (extra finish pass) |
| Quantity | 50-100 pcs (amortized setup) | 1 prototype (full setup cost) |
Wider fin spacing and fewer, thicker fins dramatically reduce machining time. A heat sink with 8 fins at 2mm thick machines 3x faster than one with 20 fins at 1mm thick and often performs nearly as well with a fan.
Frequently Asked Questions
What is the best material for a CNC machined heat sink?
Aluminum 6061-T6 is the most common and cheapest. For higher performance, Copper C110 offers 2.3x better thermal conductivity but costs 3x more.
What is the minimum fin thickness for CNC?
About 1mm (0.040 inch) for aluminum and 0.5mm (0.020 inch) for copper. Thinner fins risk deflection during machining.
What fin height-to-thickness ratio can CNC hold?
A safe maximum is 10:1. A 1mm thick fin can be up to 10mm tall. Going beyond 10:1 causes chatter and dimensional errors.
What surface finish do mounting surfaces need?
32 Ra or better. A smoother surface reduces air gaps for better thermal contact. Fin surfaces can stay at 63 Ra.
Why CNC a heat sink instead of extruding one?
CNC is better for low volumes (under 500), custom geometries and tight tolerances. Extrusion is cheaper at high volumes but limited to uniform profiles.
What is thermal resistance?
Thermal resistance measures how hard it is for heat to flow through the heat sink, in °C/W. Lower is better. A good CNC heat sink achieves 0.5-2.0 °C/W.
Does thermal paste help?
Yes. Thermal paste fills microscopic air gaps and can reduce interface thermal resistance by 50-70%.
What industries use CNC machined heat sinks?
EV battery cooling, power electronics, LED lighting, server/telecom equipment and aerospace avionics are the biggest users.
How much does a CNC machined heat sink cost?
A simple aluminum heat sink (4x4 inch, 10 fins) costs $50-$150 for a prototype. At 100 pieces, per-part cost drops to $15-$40.