What Is Modular Fixturing?
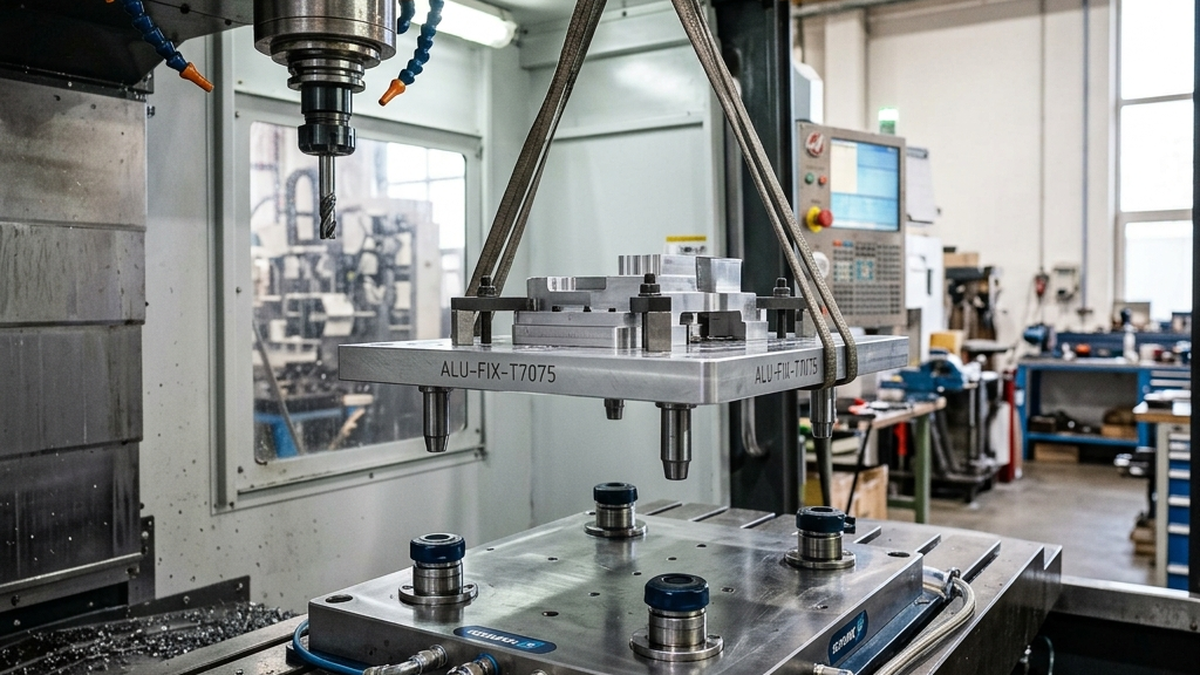
Modular fixturing uses standard, reusable components. Grid plates, clamps, stops, risers and V-blocks all bolt together in different patterns. You build a new setup from the same parts every time.
Think of it like building blocks for workholding. Instead of machining a custom fixture for each job, you arrange off-the-shelf components. When the job is done, you take it apart and use the same pieces for the next job.
Modular fixturing turns fixture building from a machining task into an assembly task. That is a huge time savings.
Grid Plates: The Foundation
Every modular system starts with a grid plate. This is a precision-machined plate with threaded holes in a regular pattern. Common grid spacings are 1 inch and 2 inch.
The holes let you bolt clamps and stops anywhere on the plate. Move them to match the part. No drilling. No tapping. Just bolt and go.
- Aluminum grid plates, Light and cheap. Good for low-force applications and prototyping.
- Steel grid plates, Heavier but more rigid. Better for heavy cuts and production use.
- Cast iron grid plates, Best vibration damping. Used on large horizontal mills.
Buy a grid plate that covers most of your machine table. A plate that is too small limits your part size options. Most shops start with a 12 x 18 inch or 16 x 24 inch plate.

Key Components
A modular system includes several types of components. Here are the essentials.
| Component | Function | Typical Cost |
|---|---|---|
| Grid plate | Base plate with threaded hole pattern | $300 - $2,000 |
| Toe clamps | Hold part down against the plate | $15 - $50 each |
| Edge stops | Locate part position on X and Y axes | $20 - $60 each |
| Risers / step blocks | Raise clamp height to match part height | $30 - $80 per set |
| V-blocks | Hold round stock in position | $40 - $120 per pair |
| Dowel pins | Precise part location and repeatability | $5 - $15 each |
| Strap clamps | Reach over part edges for top clamping | $25 - $75 each |
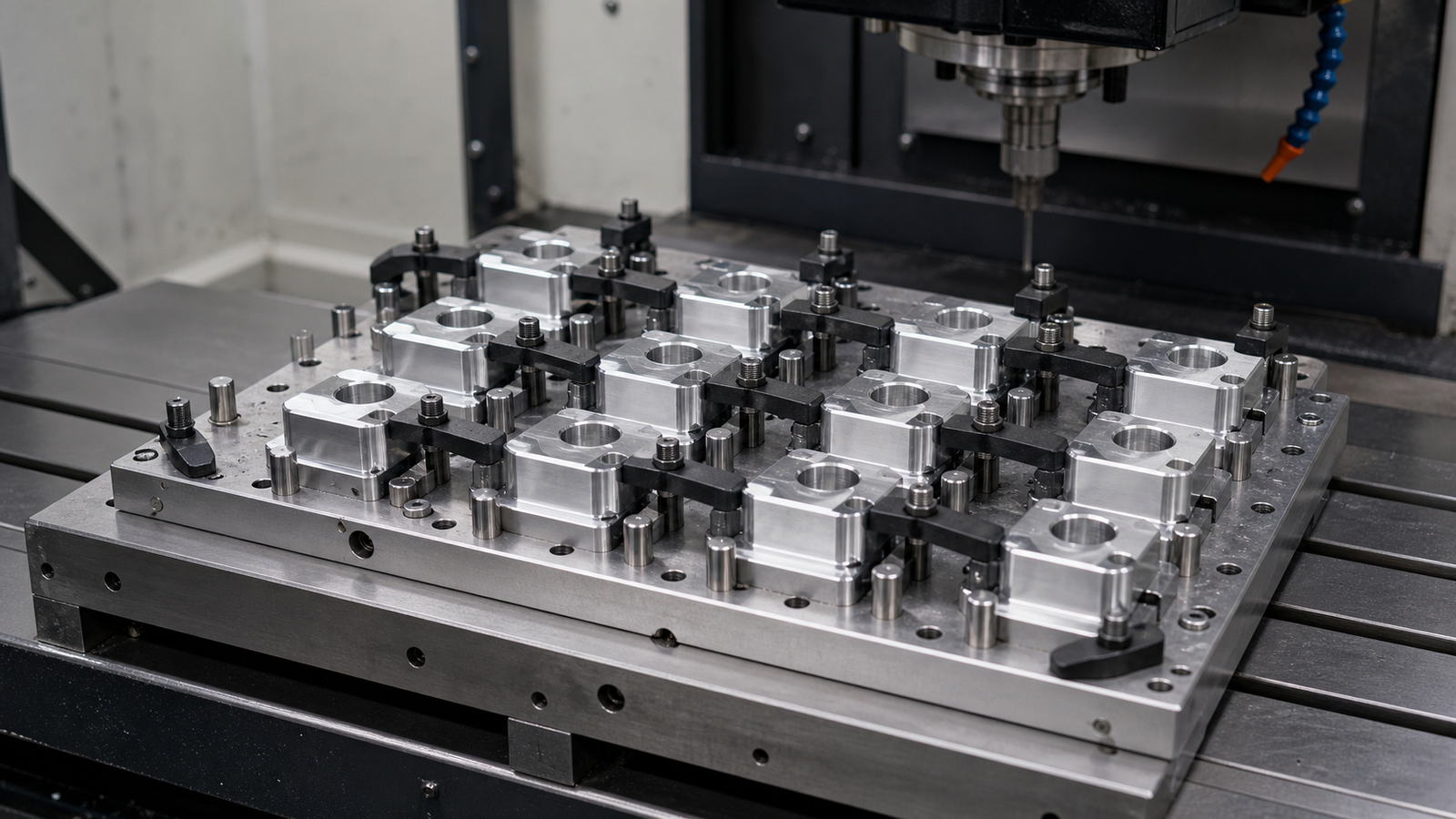
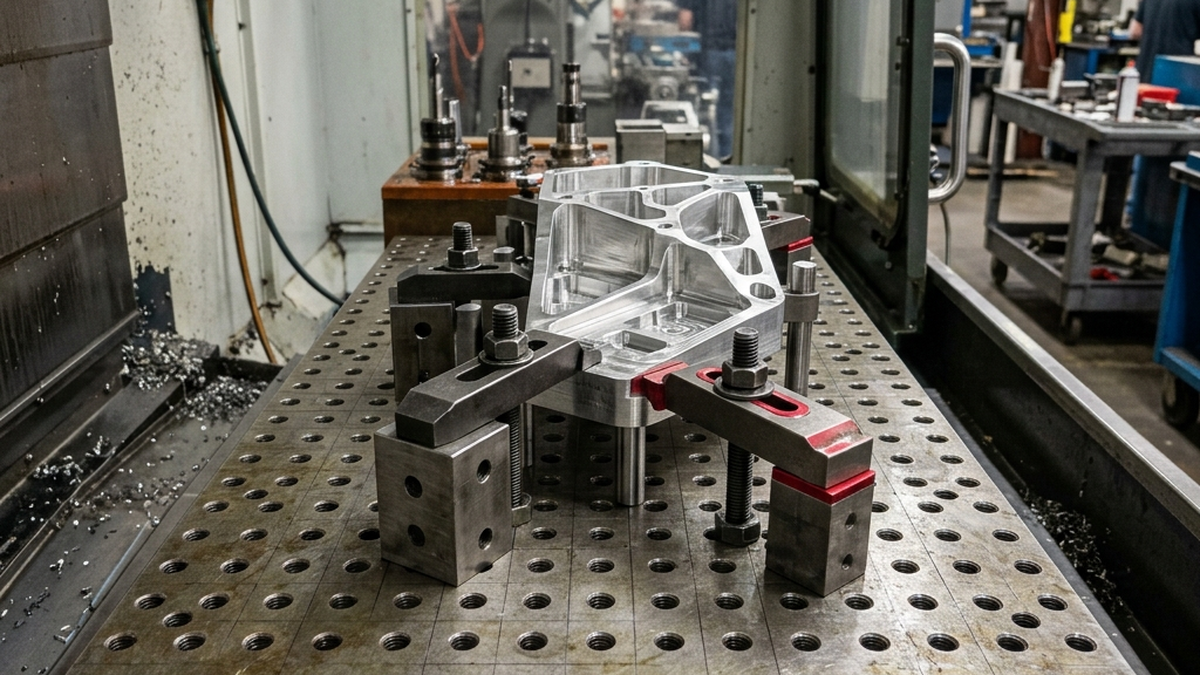
Building a Setup
- Place edge stops to define the X and Y location of the part on the grid plate.
- Set dowel pins if you need precise, repeatable location.
- Position clamps around the part perimeter. Use toe clamps or strap clamps depending on access needs.
- Add risers under clamps so the clamping surface is level with the top of the part.
- Tighten everything to the correct torque.
Changeover Time Reduction
The real power of modular fixturing shows during changeovers. Here is how it compares to other methods.
| Method | First Setup | Repeat Setup | Changeover |
|---|---|---|---|
| Custom fixture | 4 - 8 hours (build) | 5 - 10 min | 15 - 30 min |
| Modular fixturing | 30 - 60 min (assemble) | 15 - 20 min | 15 - 30 min |
| Modular + zero-point | 30 - 60 min (assemble) | 1 - 2 min | 1 - 2 min |
| Vise only | 15 - 30 min | 15 - 30 min | 20 - 40 min |

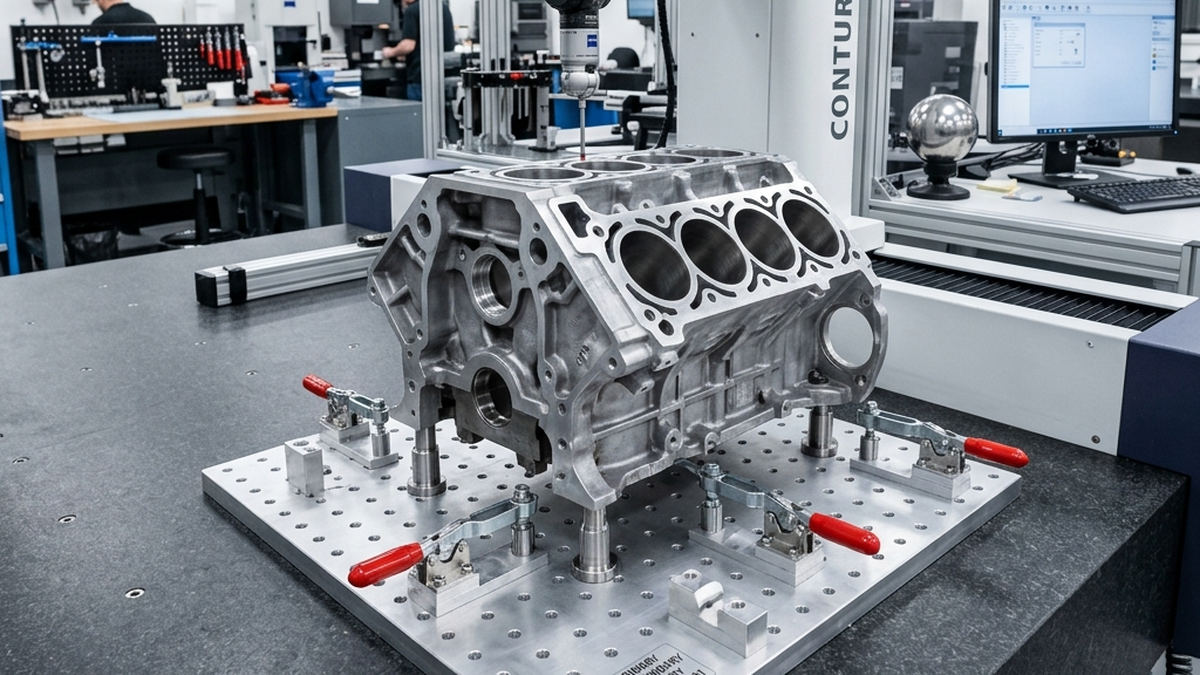
Offline Setup: The SMED Advantage
SMED stands for Single-Minute Exchange of Dies. The idea is simple: do as much setup work as possible while the machine is still running.
With modular fixturing, you build the next setup on a spare grid plate at your workbench. When the current job finishes, swap the plates. The machine is cutting again in minutes.
Take photos and write down component positions for every setup. When the same job comes back in 6 months, you can rebuild the exact same fixture in minutes instead of figuring it out from scratch.
Cost Analysis: Modular vs. Custom
Modular fixturing has a higher up-front cost. But it pays back across many jobs. Here is a realistic comparison over one year.
| Factor | Custom Fixtures | Modular System |
|---|---|---|
| Initial investment | $0 (per job) | $3,000 - $5,000 (one time) |
| Cost per new job | $200 - $800 (new fixture) | $0 (reuse components) |
| 50 jobs per year | $10,000 - $40,000 | $3,000 - $5,000 |
| Storage space | 50 fixtures to store | 1 kit, no fixture storage |
| Lead time for fixture | 4 - 8 hours machining | 30 - 60 min assembly |
When to Use Modular Fixturing
Modular fixturing is not for every situation. Here is when it shines and when it does not.

Use Modular Fixturing When:
- You run many different parts in small batches (high-mix, low-volume)
- Jobs rarely repeat more than a few times per year
- You want to eliminate fixture storage and management
- Prototype and first-article runs need fast turnaround
- You cannot justify the time and cost to build custom fixtures
Stick With Custom Fixtures When:
- You run the same part 100+ times per order
- Cycle time reduction is critical (seconds matter)
- The part needs specialized clamping that standard components cannot provide
- You need sub-thousandth repeatability that only dedicated locating features can achieve
Need help choosing the right workholding approach? Upload your part and we will recommend the best setup for your volume and budget.