What Is Surface Finish?
Every machined surface has tiny peaks and valleys. You might not see them, but they're there. Surface finish measures how rough or smooth those peaks and valleys are.
Why does it matter? A rough surface creates friction. It wears faster. It can't seal well. A smooth surface slides, seals and looks better. The trick is knowing how smooth you actually need.
Ra: Roughness Average
Ra is the most common surface finish measurement. It stands for "roughness average." The instrument drags a stylus across the surface and records the height at every point.
Ra is the average of all those heights -- peaks above the center line and valleys below it. Think of it as the "average bump size" on your surface.
In the US, Ra is usually in microinches (uin). In metric countries, it's in micrometers (um). 1 um = 39.4 uin. So 32 uin Ra = about 0.8 um Ra.
Rz: Average Maximum Height
Rz measures roughness differently. It takes the sample length and divides it into 5 equal sections. In each section, it finds the tallest peak and deepest valley. Then it averages all 5 of those peak-to-valley distances.
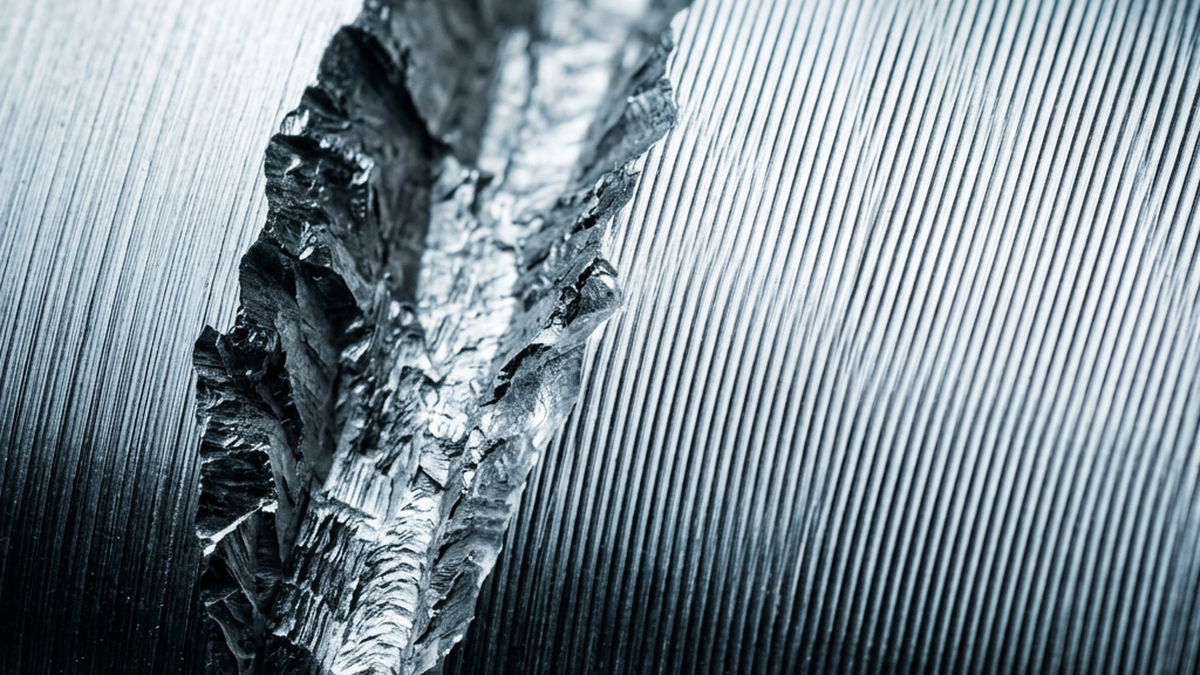
Rz catches big scratches or defects that Ra might hide. If your surface has one deep gouge, Ra barely changes. But Rz jumps up because that gouge shows up in one of the 5 sections.
Rmax: Maximum Peak-to-Valley
Rmax is the simplest one. It's just the single largest peak-to-valley distance anywhere on the surface. One deep scratch? Rmax tells you about it.
Rmax is useful for sealing surfaces. Even if most of the surface is smooth, one big scratch can cause a leak. Rmax catches that worst-case spot.
Ra vs. Rz: When to Use Each
| Parameter | What It Measures | Use When |
|---|---|---|
| Ra | Average roughness | General surface quality. Most common callout. |
| Rz | Avg. peak-to-valley (5 samples) | You need to catch occasional deep scratches. |
| Rmax | Worst single peak-to-valley | Sealing surfaces where one scratch causes failure. |
A common rule of thumb: Rz is roughly 4-7 times Ra for most machined surfaces. So a 32 Ra surface will typically have an Rz of about 130-225 microinches.
Typical Ra Values by Process
| Process | Ra (uin) | Ra (um) | Notes |
|---|---|---|---|
| Rough milling | 125-500 | 3.2-12.5 | Visible tool marks, fast cuts |
| Finish milling | 32-63 | 0.8-1.6 | Light passes, slower feed |
| CNC turning | 32-125 | 0.8-3.2 | Depends on feed rate and nose radius |
| Grinding | 4-32 | 0.1-0.8 | Very smooth, tight tolerances |
| Lapping | 1-8 | 0.025-0.2 | Ultra-smooth, flat surfaces |
| Mirror polish | 1-4 | 0.025-0.1 | Reflective, highest cost |

How Surface Finish Is Measured
There are two main ways to measure surface finish.
Contact Profilometer
This is the most common method. A diamond-tipped stylus drags across the surface. It moves up and down as it hits peaks and valleys. The instrument records these movements and calculates Ra, Rz and other values.
Non-Contact Methods
Laser and white-light profilometers scan the surface without touching it. They're faster and won't scratch soft materials. But they cost more and are less common in machine shops.
Never judge surface finish by eye or by touch. A surface that looks smooth could easily be 63 Ra or 125 Ra. Always measure with a profilometer if the finish is critical.
How to Specify Surface Finish on Drawings
Use the standard surface finish symbol -- it looks like a checkmark with a number. Place it on the surface view where the finish matters. The number is the maximum Ra allowed.
Common Callouts
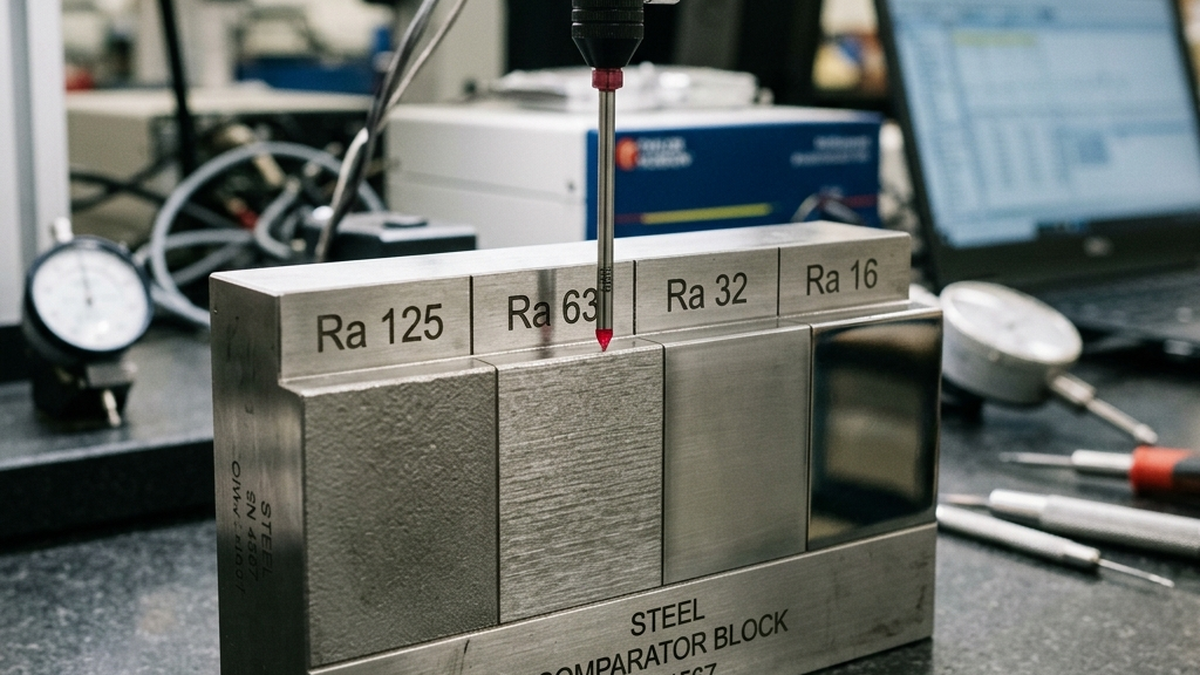
- 125 Ra -- Rough machined. Fine for non-critical surfaces.
- 63 Ra -- Standard machined finish. Good for most parts.
- 32 Ra -- Fine finish. Good for sealing surfaces and bearing bores.
- 16 Ra -- Very fine. Bearing surfaces, sliding fits.
- 8 Ra -- Near-polished. Hydraulic components, valve seats.
Only call out surface finish on surfaces where it matters. Every finish callout adds inspection time and cost. If a surface isn't critical, leave it at the shop's standard (usually 63-125 Ra).
Frequently Asked Questions
What is Ra in surface finish?
Ra stands for "roughness average." It's the average height of peaks and valleys across a sample length. Lower Ra means smoother. It's the most common way to call out surface finish.
What's the difference between Ra and Rz?
Ra averages everything. Rz averages the 5 biggest peak-to-valley distances. Rz is more sensitive to deep scratches that Ra might hide. Rz values are typically 4-7 times larger than Ra.
What Ra can CNC machining achieve?
Standard milling gives 63-125 Ra. With finishing passes, 16-32 Ra. Grinding can reach 4-16 Ra. Mirror polishing goes down to 1-4 Ra.
How do you measure surface finish?
With a profilometer. A diamond stylus drags across the surface and records height changes. The instrument calculates Ra, Rz and other values from that data.
How do I call out surface finish on a drawing?
Use the checkmark surface finish symbol with the Ra value in microinches. Place it on critical surfaces only. For more on choosing the right value, see our Surface Finish Buyer's Guide.
What surface finish do I need for sealing?
O-ring grooves: 32 Ra. Metal-to-metal seals: 16 Ra. Hydraulic valve seats: 8 Ra. Always check the seal maker's specs.