Spec Sheet vs. Shop Floor
A CNC machine spec sheet might say "positioning accuracy: +/-0.0001 inches." That number is real -- but it was measured with no workpiece, no cutting forces and perfect temperature. Your parts face a different world.
In practice, five factors eat into that spec sheet number: thermal growth, fixturing, tool deflection, material behavior and part size. Understanding these factors helps you set realistic expectations.
The spec sheet tells you what the machine can do. The real question is what the whole system -- machine, material, fixture, environment -- can do together.
Thermal Effects on Accuracy
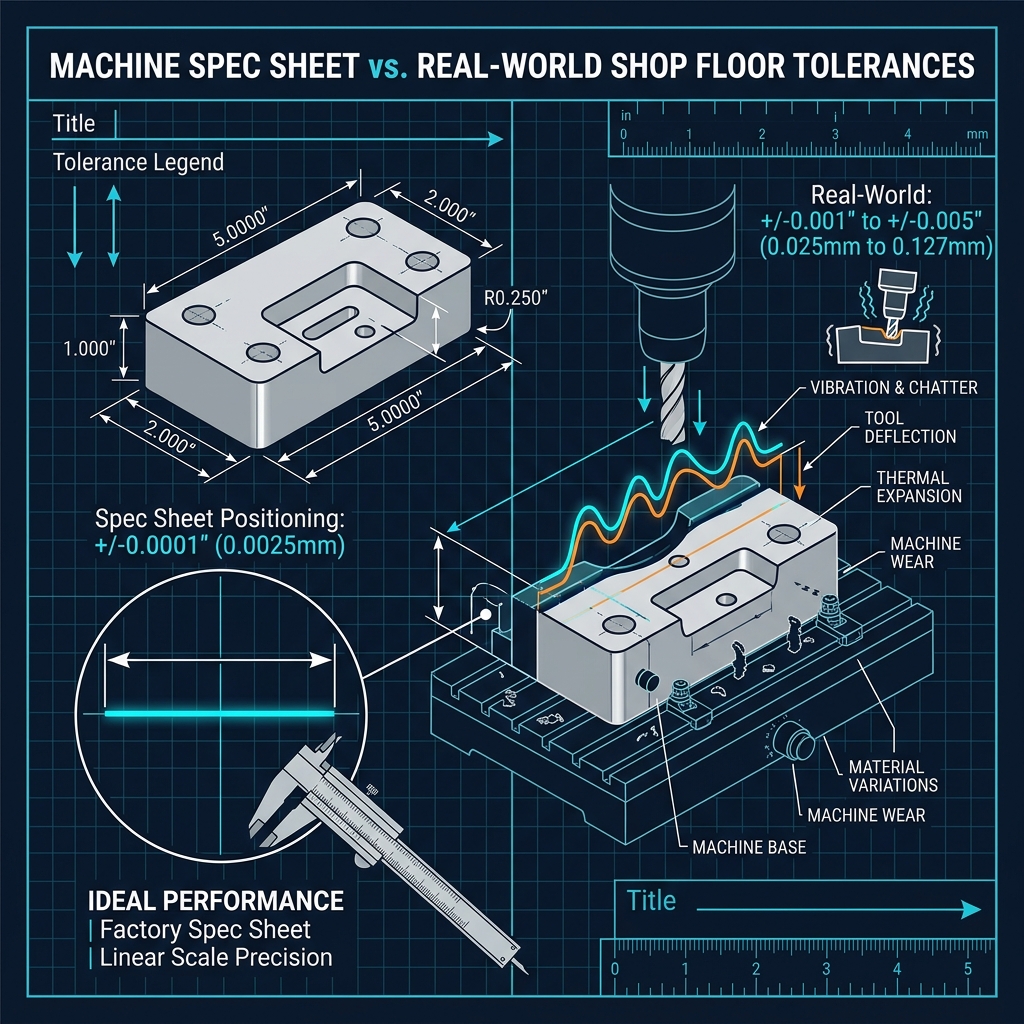
Heat is the biggest enemy of tight tolerances. Three things create heat during machining: the cutting process itself, the spindle motor and the shop environment.
How Much Do Materials Grow?
| Material | CTE (in/in/F) | Growth per 12" per 10F |
|---|---|---|
| Aluminum 6061 | 13.1 x 10^-6 | 0.0016" |
| Steel 4140 | 6.2 x 10^-6 | 0.0007" |
| Stainless 304 | 9.6 x 10^-6 | 0.0012" |
| Titanium Ti-6Al-4V | 4.9 x 10^-6 | 0.0006" |
| Brass C360 | 11.4 x 10^-6 | 0.0014" |
Parts machined in the morning (cold shop) can measure differently than parts machined in the afternoon (warm shop). If you need tolerances below +/-0.001", ask if your shop has climate control.
Fixturing and Workholding
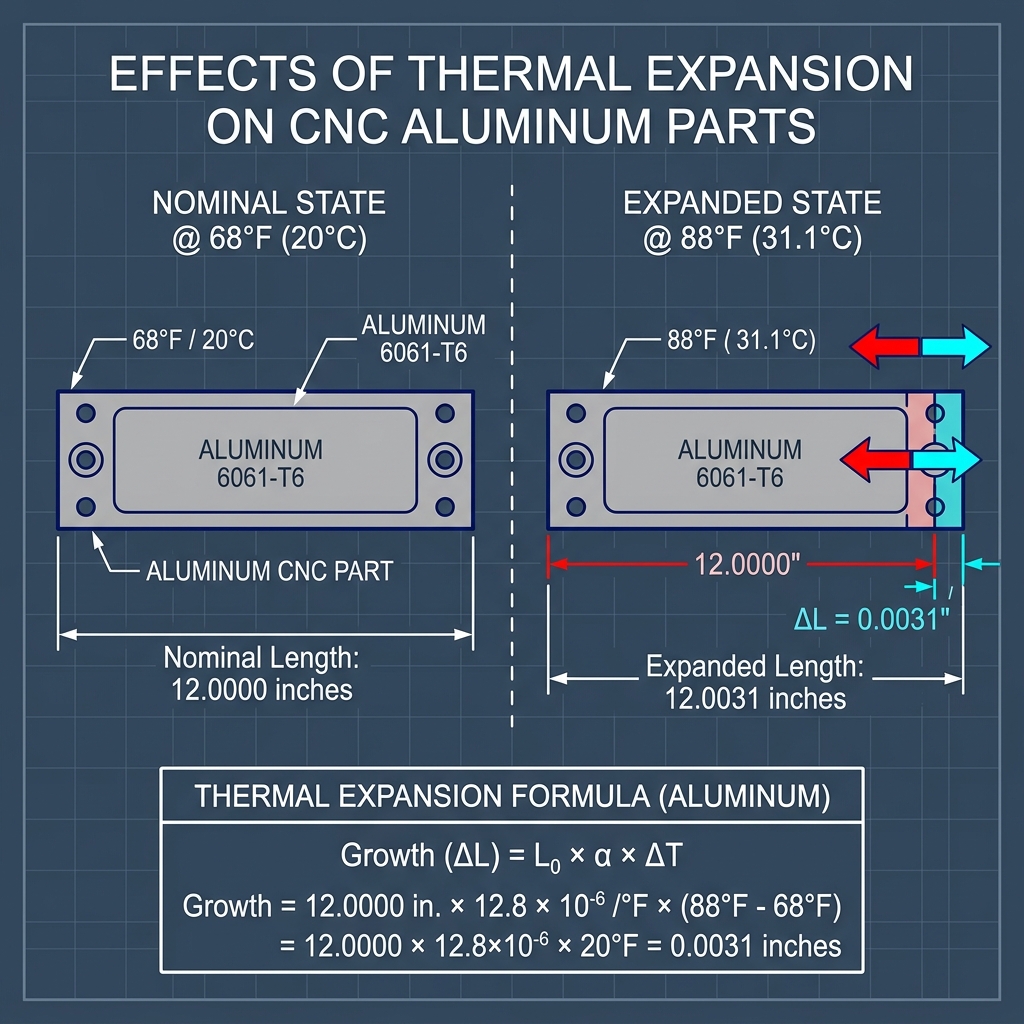
Every time you clamp a part, you add a small amount of error. The fixture is not perfect. The part does not sit the same way twice. And clamping force can distort thin parts.
- Vise clamping -- Good for blocky parts. Adds about +/-0.001" of position error per setup.
- Soft jaws -- Custom-machined to fit your part. Cuts setup error in half.
- Dedicated fixtures -- Best for production. Can hold +/-0.0005" repeatability. Worth the cost on 50+ parts.
- Vacuum fixtures -- Great for thin, flat parts. No clamping distortion.
Each time the part is removed and re-clamped, you lose alignment. Design parts that can be finished in 1-2 setups. If features on opposite sides need to be precise to each other, tell your shop so they can plan the fixturing.
Part Size Impact
A 1-inch cube is much easier to hold to tight tolerances than a 24-inch plate. Here is why size matters:
- Thermal growth scales with size. A 1" aluminum part grows 0.00013" per 10F. A 24" part grows 0.0031" -- 24 times more.
- Machine accuracy decreases over travel. Linear guides have more error at the extremes of their range.
- Larger parts deflect more. Gravity and clamping forces bend large parts. This bending can exceed your tolerance.
- Tool reach increases deflection. Reaching into a deep pocket on a large part amplifies tool flex.
| Part Size | Realistic Tight Tolerance | Notes |
|---|---|---|
| Under 2" | +/-0.0005" | Easy for most shops |
| 2" to 6" | +/-0.001" | Standard precision range |
| 6" to 12" | +/-0.002" | Thermal control helps |
| 12" to 24" | +/-0.003" | Needs careful fixturing |
| Over 24" | +/-0.005" | Large machine required |
Tool Deflection
Cutting tools are not perfectly rigid. They bend under cutting forces. The longer the tool sticks out, the more it bends. This shows up as oversized or undersized features.
A 0.250" end mill with 2" of stickout can deflect 0.001" or more under heavy cuts. The same tool with 0.5" of stickout deflects almost nothing. Keep tool stickout as short as possible for tight tolerances.
The Cost of Over-Tolerancing
Over-tolerancing is the most common mistake we see on drawings. It happens when every feature gets a tight tolerance, even features that do not matter to function.
Here is what over-tolerancing costs you:
- Higher price. Each tight tolerance adds inspection time and slows the cut.
- Longer lead time. More inspection steps mean more time in the shop.
- Higher scrap rate. More tight features means more chances for a part to fail inspection.
- Supplier friction. Shops may add padding to quotes because they know over-toleranced drawings lead to disputes.
The best engineers we work with tolerance 2-3 features tightly and leave everything else at standard. That is the sweet spot between function and cost. Talk to our DFM team if you need help deciding which features are critical.
What You Can Realistically Expect
This table shows what a well-equipped CNC shop can hold day-to-day, not in lab conditions. Use these numbers when designing your parts.
| Feature Type | Good Shop | Premium Shop |
|---|---|---|
| Milled linear dimension | +/-0.002" | +/-0.0005" |
| Turned diameter | +/-0.001" | +/-0.0003" |
| Hole position (milled) | +/-0.003" | +/-0.001" |
| Flatness (6" span) | 0.002" | 0.0005" |
| Thread fit | Class 2 | Class 3 |
| Surface finish | 63 Ra | 16 Ra |
Frequently Asked Questions
Why can't my shop hold the tolerances on the machine spec sheet?
Spec sheets show accuracy under ideal conditions -- no workpiece, no cutting forces, perfect temperature. Real machining adds thermal growth, fixturing error, tool deflection and material spring-back. Practical tolerances are 2-5 times looser than machine specs.
How does temperature affect CNC tolerances?
Metals expand when heated during cutting. A 12-inch aluminum part that heats up 20 degrees F grows by about 0.003". Climate-controlled shops produce tighter tolerances because the parts and machine stay at the same temperature.
Does part size affect achievable tolerances?
Yes. Larger parts are harder to hold tight because thermal expansion scales with size, fixturing is less rigid and machine errors add up over longer travel distances.
What is over-tolerancing and why is it bad?
Over-tolerancing means calling out tighter specs than your design needs. It wastes money, extends lead times, raises scrap rates and can cause supplier conflicts.
How do I know if my tolerances are realistic?
Ask your machine shop before you finalize the drawing. RivCut provides free DFM reviews that catch unrealistic tolerances before production starts.