What Are Soft Jaws and Hard Jaws?
Hard jaws come with your vise. They are hardened steel with serrated or smooth faces. They grip raw stock and handle heavy cuts. You cannot easily machine them to a custom shape.
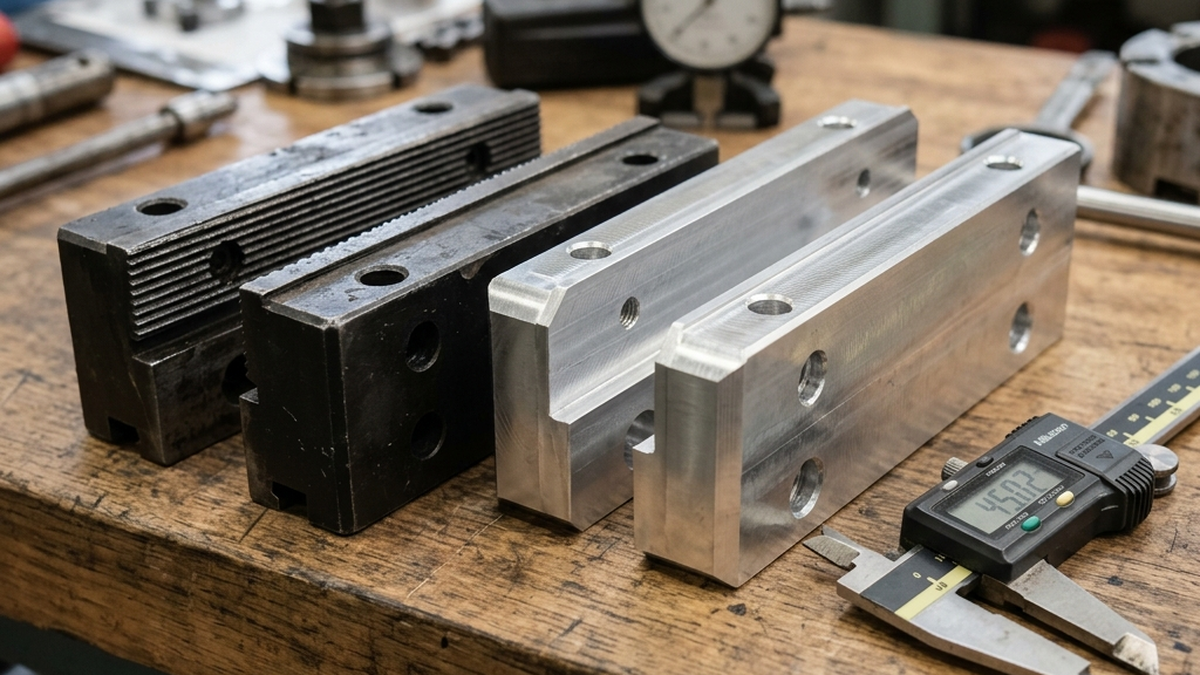
Soft jaws are machinable jaw blanks. You cut them to match your part profile. They wrap around the part and spread clamping force evenly. This protects finished surfaces and holds odd shapes.
Think of hard jaws as general-purpose pliers. Soft jaws are custom-molded gloves. Each has its place.
Jaw Materials
Hard jaws are almost always hardened tool steel. Soft jaws come in several materials. Your choice depends on the part material and how many cycles you need.
- 6061 Aluminum, Most common soft jaw material. Easy to machine. Won't mark aluminum or brass parts. Lasts 200-500 cycles.
- Mild steel (1018), Harder than aluminum. Better for gripping steel parts. Lasts longer but takes more time to machine.
- Brass, Very soft. Won't mark any surface. Used for polished or plated parts.
- Nylon or UHMW, Softest option. Good for delicate plastic parts. Wears out fast.
Head-to-Head Comparison
| Feature | Hard Jaws | Soft Jaws |
|---|---|---|
| Material | Hardened steel | Aluminum, steel, brass, nylon |
| Surface marks | Yes (serrated grip) | Minimal to none |
| Grip on round parts | Poor (2 contact lines) | Excellent (full wrap) |
| Setup time | Fast (no machining) | 15-30 min to machine |
| Accuracy (TIR) | 0.001" | 0.0003" (bored in place) |
| Cost per set | $50-$150 | $20-$80 (blank) + machine time |
| Reusability | Thousands of cycles | 200-500 cycles per profile |
When to Use Soft Jaws
Soft jaws are the right choice in these cases:
- Finished surfaces, The part already has a machined or polished face you need to protect.
- Round or odd shapes, The part does not have flat parallel sides for hard jaws to grip.
- Thin-wall parts, You need to spread clamping force to avoid distortion.
- Second operations, You need to hold a part by its first-op features with high accuracy.
- Production runs, The time to machine soft jaws pays back over many parts.
Keep a library of soft jaw profiles for repeat jobs. Label them with the part number and store them in a drawer. This saves 15-30 minutes on every repeat setup.
When to Use Hard Jaws
Hard jaws work best in these situations:
- Raw stock, Saw-cut blanks that don't need surface protection.
- First operations, Roughing from a block where grip matters more than marks.
- One-off parts, Making soft jaws for a single part is usually not worth the time.
- Heavy roughing, The serrated face gives maximum grip for aggressive cuts.
How to Machine Custom Soft Jaws
Making soft jaws is fast. Here is the process most shops use.
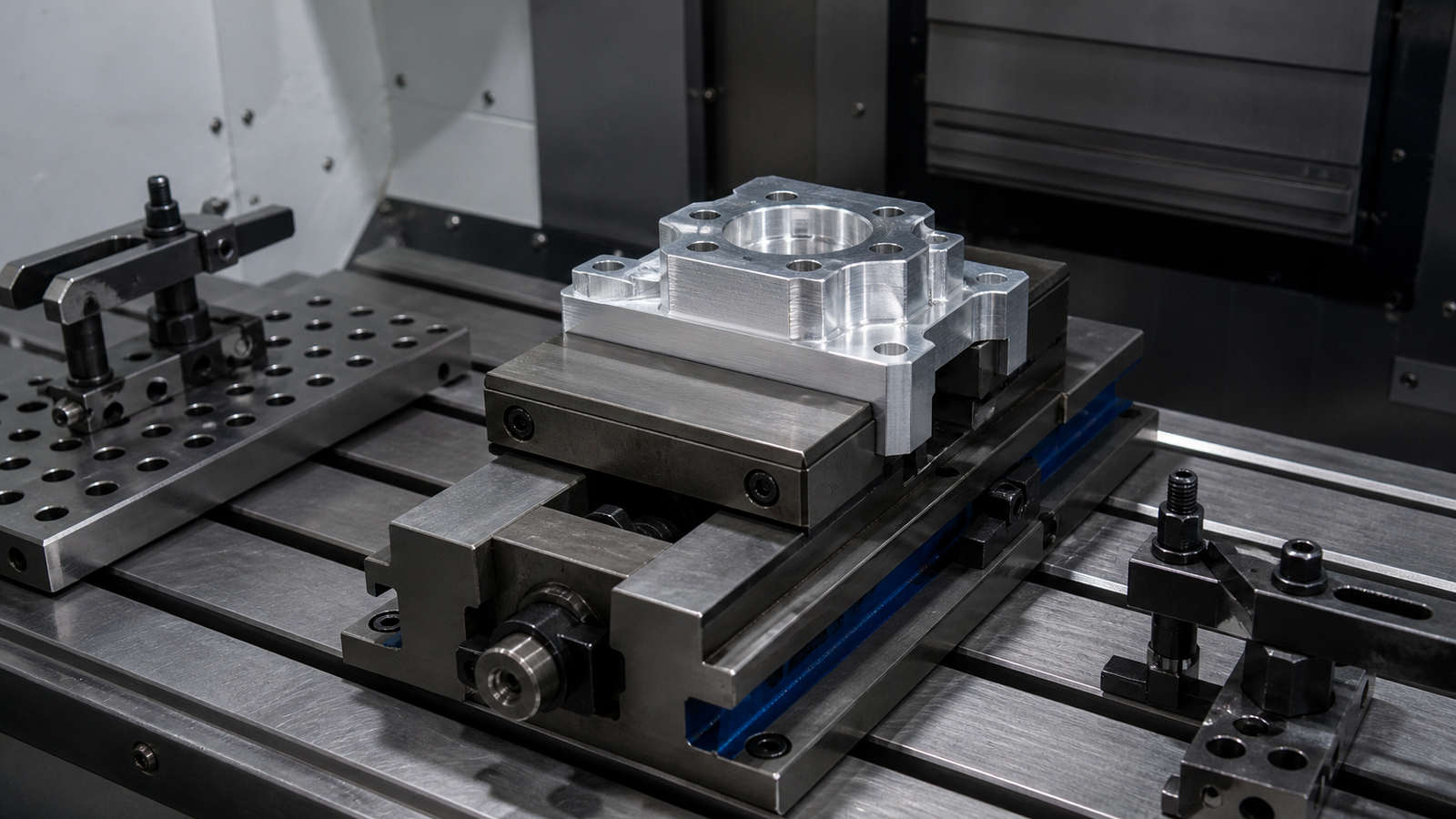
- Install blank jaws, Bolt the jaw blanks to your vise. Close the vise on a round bar or gauge block to set a reference diameter.
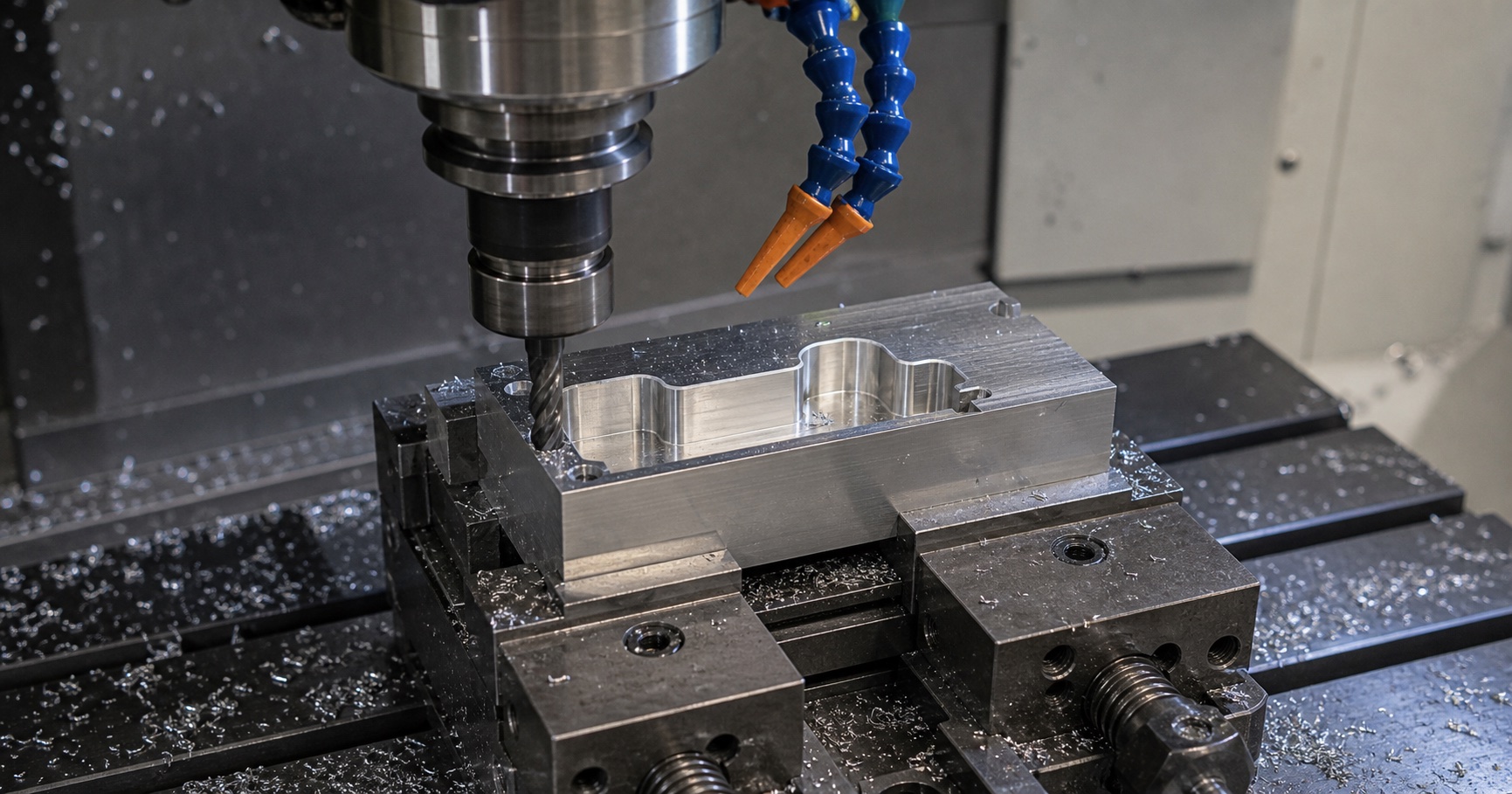
- Bore the profile, Machine the jaw cavity to match your part shape. Use the same CNC machine that will run the job. This eliminates alignment error.
- Add grip features, Cut small grooves or knurling into the jaw face for extra friction if needed.
- Test fit, Load a sample part. Check that it sits flat and concentric. Adjust torque as needed.
The whole process takes 15-30 minutes. For production runs, it saves far more time than it costs.
Need custom workholding for a tricky part? Upload your CAD file and we will recommend the best jaw setup during your free DFM review.
Buyer Checklist: Choosing the Right Jaw Setup
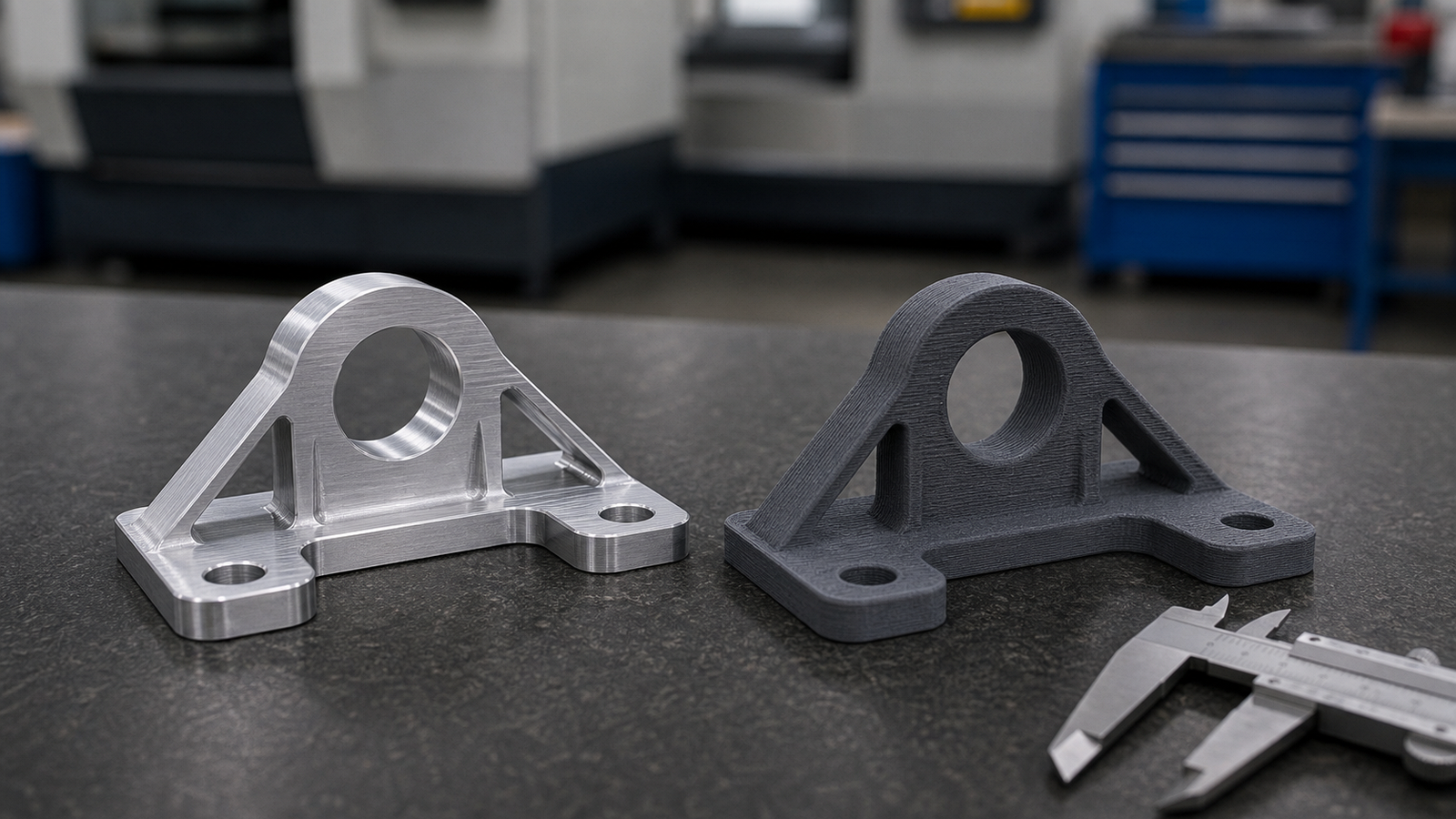
For a buyer, the soft jaws versus hard jaws decision is really a risk decision. The shop is asking, "Can we grip this part securely without damaging it, moving it, or bending it?" If the blank is rectangular, oversized and still has stock to remove, hard jaws are usually fine. If the part already has finished surfaces, a thin wall, a round outside diameter or an irregular casting profile, soft jaws become much more attractive.

The most important question is not whether soft jaws are "better." It is whether the setup will repeat. A one-off prototype with generous tolerance may not justify custom jaws. A 30-piece repeat order with a bore, slot or machined surface used as a datum often does. In that case, custom soft jaws can reduce scrap, shorten inspection time and make each reload more predictable.
If you are sending a part out for quote, include the surfaces that may be clamped and the surfaces that must stay cosmetic. A note such as "do not clamp on visible anodized face" helps the shop decide whether to use aluminum soft jaws, nylon jaws, brass pads or a fixture. This is especially important for soft jaws for finished CNC parts without clamp marks, because surface protection has to be planned before the operation is programmed.
Cost, Repeatability and Setup Time
Soft jaws add setup time at the beginning of a job, but they can save time across the run. The blank jaws must be installed, bored or profiled in the machine, deburred and tested with the first part. That may add 15-45 minutes depending on the geometry. On a single prototype, the added time can be a large percentage of the quote. On a production run, the setup cost is spread over every piece.
Hard jaws are cheaper when the part is simple, rough and easy to hold. They are also durable. A shop can use the same hardened steel jaws for many jobs without remachining them. The tradeoff is contact area. A serrated hard jaw may grip aggressively, but it can leave witness marks and concentrate force in small zones. That is why hard jaws vs soft jaws for CNC vise workholding usually comes down to part shape, surface finish and tolerance rather than preference.
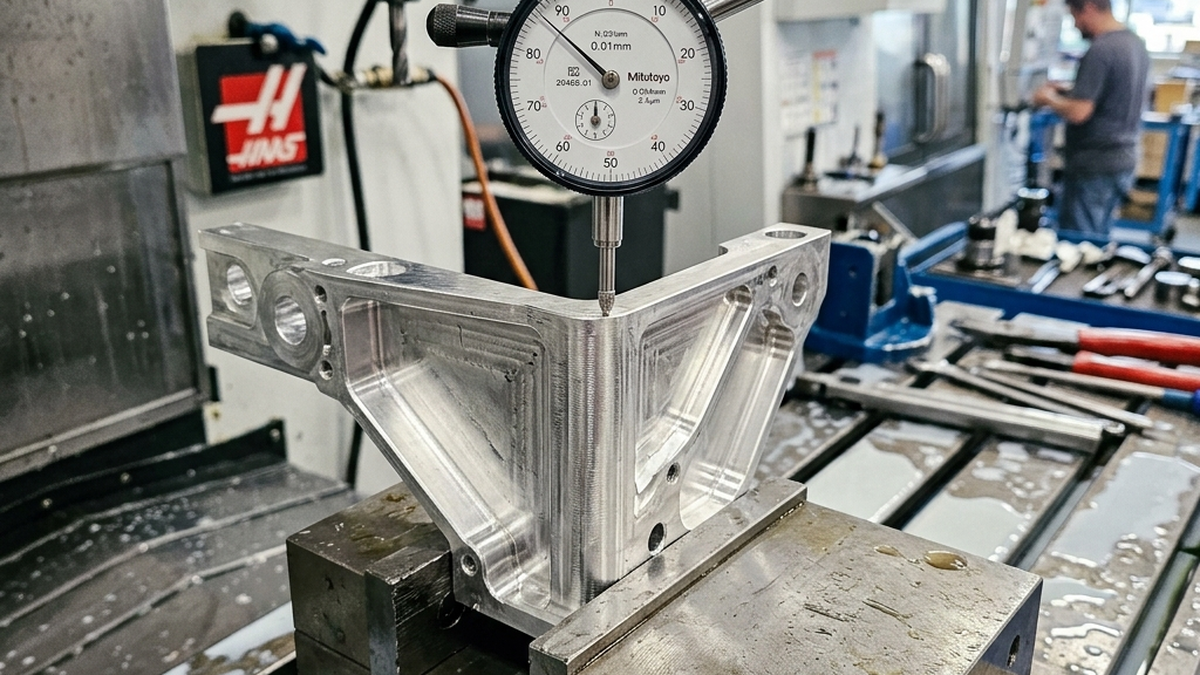
Repeatability also changes the math. Soft jaws bored in place are aligned to the exact spindle, vise and machine coordinate system used for the job. That makes them very useful for second-operation work where a part must be flipped and relocated from a first-operation feature. For parts with tight concentricity, a bored soft-jaw pocket can hold the part more consistently than flat hard jaws touching only two lines.

Long-Tail Questions This Article Answers
Buyers often search for very specific workholding problems, and those searches usually map to real quote risks. This guide covers when to use soft jaws in CNC machining, when hard jaws are better for roughing operations, custom soft jaws for round CNC parts, soft jaw material selection for aluminum parts, CNC vise jaw setup for second operations, how to avoid clamp marks on machined parts and soft jaws for thin wall CNC parts.
If your part has no good flat clamping surface, send the STEP file and drawing early. A good shop can often spot the workholding issue before quoting, which is much cheaper than discovering it after the first part moves in the vise.
What to Tell Your Shop in the RFQ
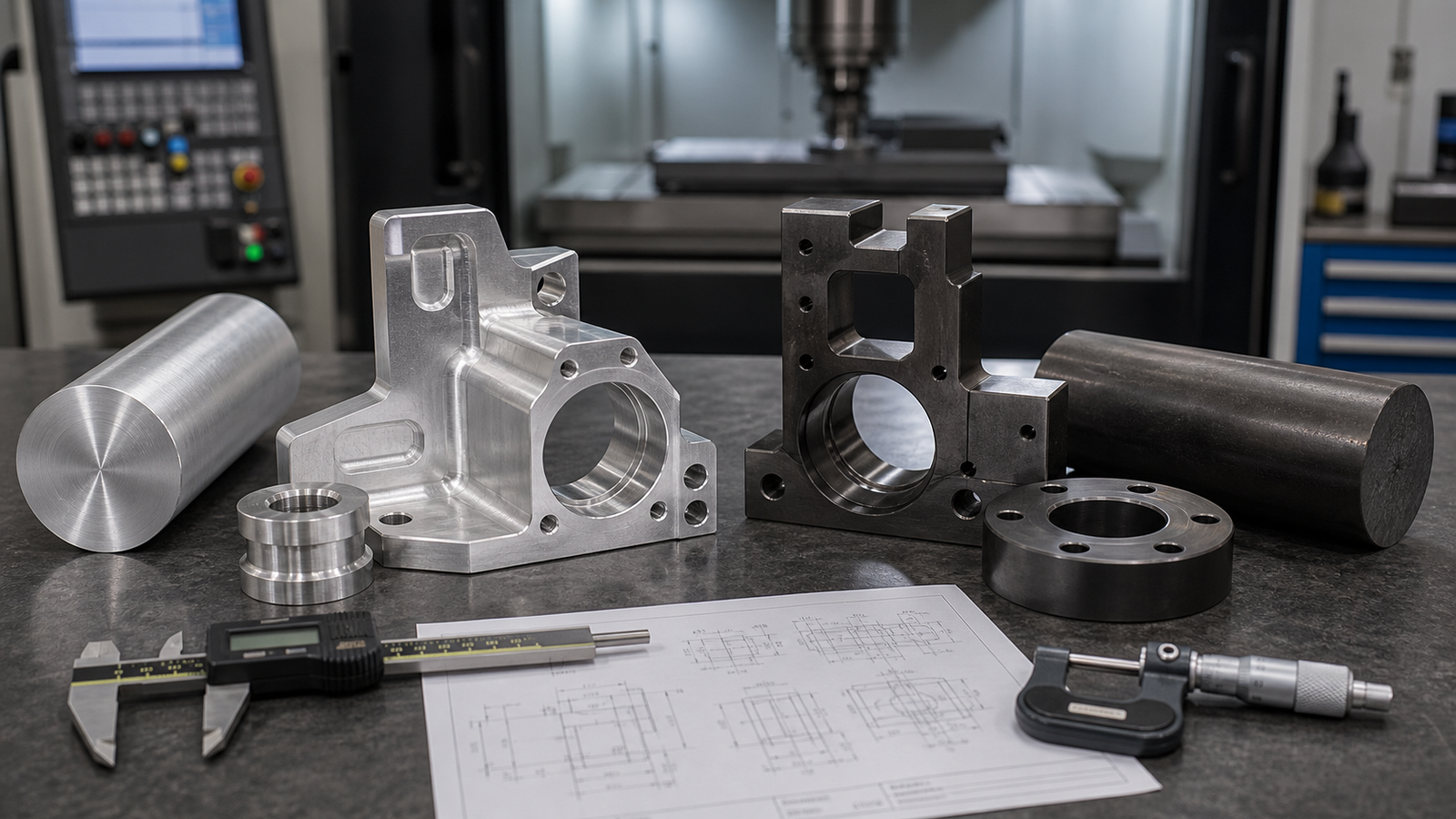
When you request a quote, describe the part condition at each operation. Tell the shop whether the part is raw stock, saw cut, already machined, anodized, plated or polished. Soft jaw planning changes if the shop is protecting a cosmetic face, locating on a finished bore or gripping a rough blank that will be removed later.
Also include the expected quantity and repeat frequency. A shop may avoid soft jaws for one emergency prototype but recommend them immediately for a repeat run. If you have a family of similar parts, say that too. One modular jaw set may support several related parts with minor changes, which can lower setup cost across the project.
Finally, call out inspection datums clearly. If the part must be checked from a bore, face or slot that is also used for workholding, the jaw design should respect that datum structure. Good workholding starts with understanding what the drawing considers important.
Common Mistakes to Avoid
The most common mistake is waiting until after quoting to mention surface protection. If a visible face cannot be marked, that should be part of the RFQ. Another mistake is using soft jaws without enough engagement. A shallow profile may look custom, but it will not stop the part from lifting under cutting force. Finally, do not assume old soft jaws are still accurate. Aluminum jaws wear, collect burrs and can be damaged by chips. For repeat orders, the shop should inspect the jaw condition before relying on them for tight location.
For best results, send the shop the model, drawing, quantity, revision status, target lead time and any inspection or documentation requirements at the start. Clear inputs help the supplier quote the real job, choose the right setup and avoid surprises after machining begins.
Final Buyer Takeaway
The best machining outcome usually comes from matching the quote package to the real manufacturing risk. A simple bracket may only need a clean model, standard material and normal inspection. A thin, cosmetic, regulated or schedule-critical part needs more context. Share the part function, mating features, quantity forecast, finish expectations and the reason any tight tolerance exists. That information lets the shop recommend a practical process instead of guessing from geometry alone.
For SEO and answer-engine clarity, this article intentionally addresses specific buyer searches rather than broad definitions only. Those long-tail questions are often the same questions a manufacturing engineer asks before releasing a purchase order: how will the part be held, what records are required, how will cost change at quantity and which risks should be solved before the first chip is cut?