The 5-Axis Workholding Challenge
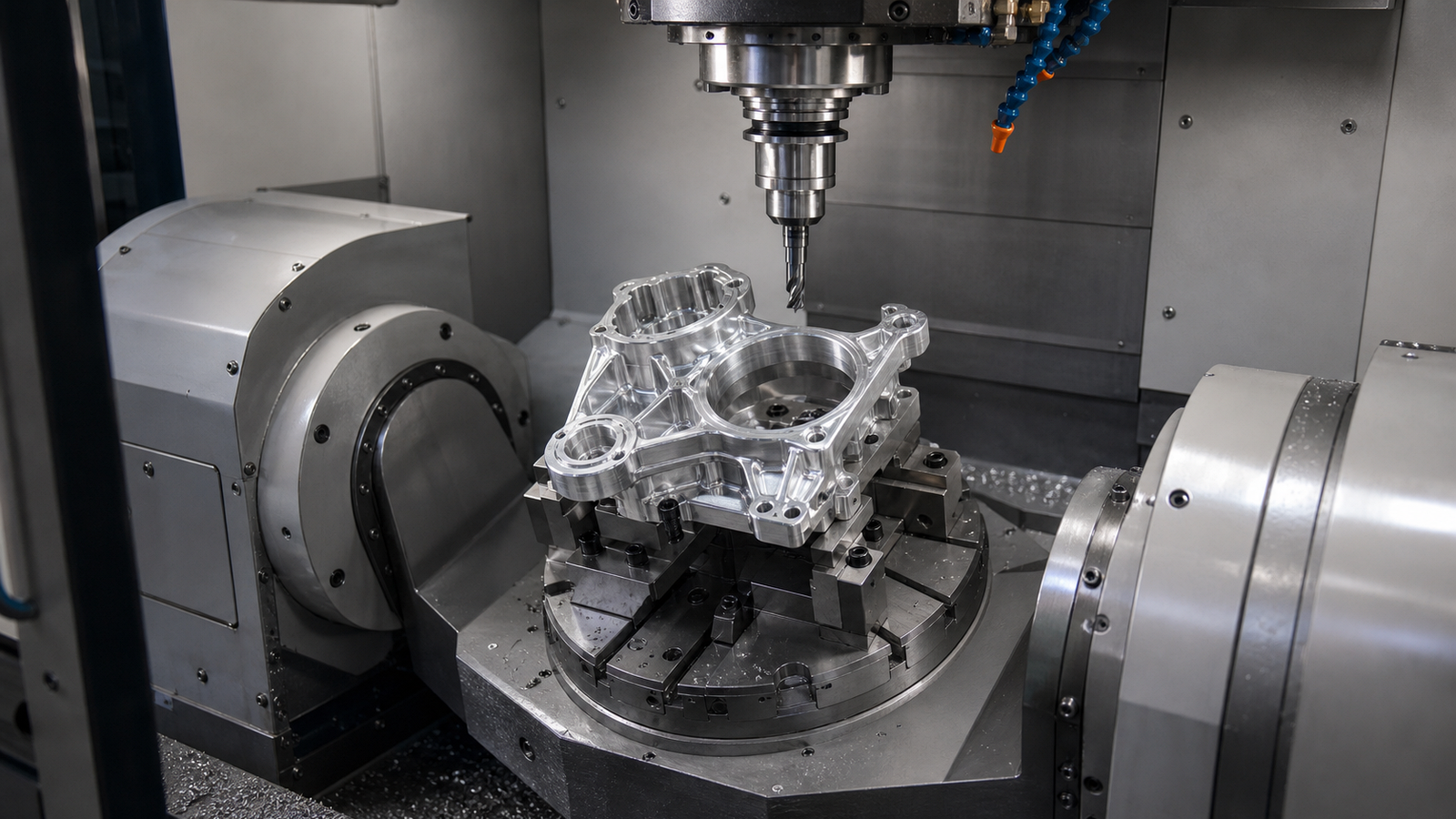
On a 3-axis mill, the tool only comes from above. A vise works fine. But on a 5-axis machine, the spindle tilts and rotates. It can reach all five sides of a part in one setup.
That means the fixture must stay out of the way. No tall jaws. No side clamps sticking up. The spindle, tool holder and tool all need room to swing around the part without crashing.
The goal is simple: hold the part tight while exposing the maximum surface area for machining.
The best 5-axis fixture is invisible. It holds the part firmly but stays below the cutting zone.
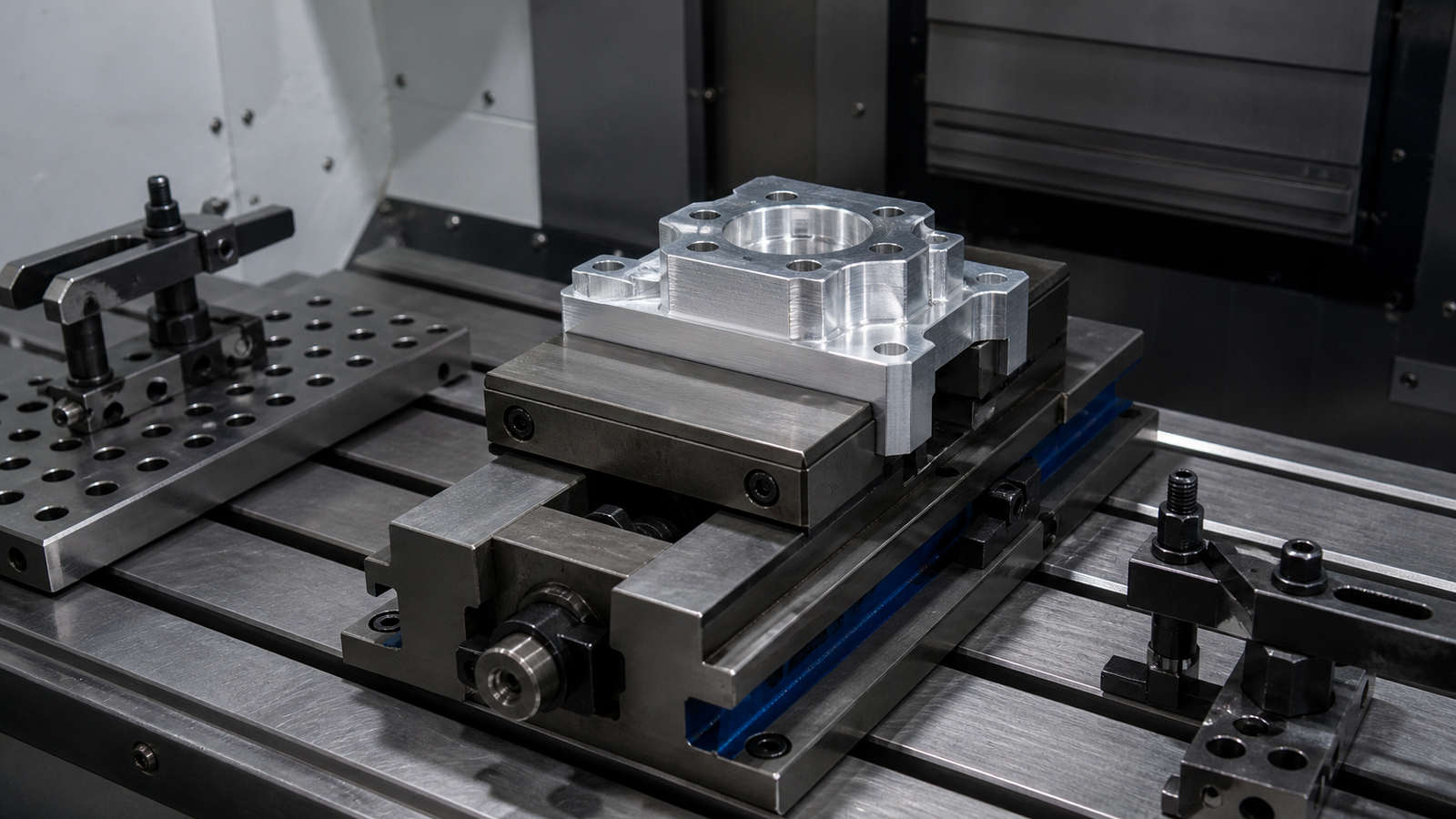
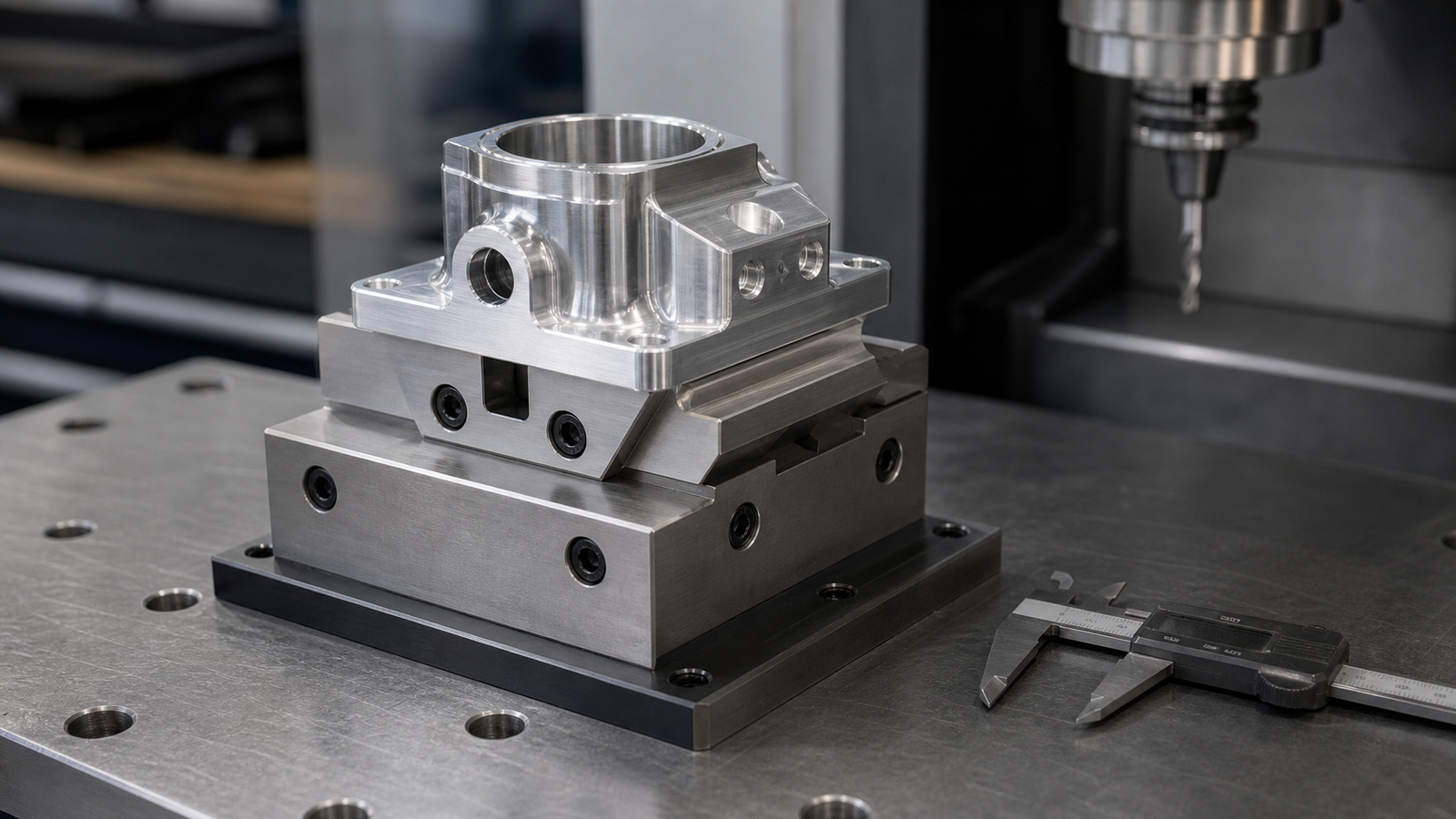
Dovetail Fixtures
Dovetail clamping is the most popular 5-axis workholding method. It uses a simple idea: grip a tapered feature on the bottom of the part.
How It Works
- Machine a dovetail feature on the bottom of the raw stock. This is a trapezoidal ridge, usually 0.040 - 0.060 in tall.
- Clamp the dovetail in a matching dovetail vise or fixture. The taper locks the part down and pulls it tight.
- Machine all five exposed sides in one setup.
- Remove the part and cut off the dovetail in a secondary operation.
Add the dovetail feature in your first operation (Op 1). Use a standard vise for Op 1. Then move to the dovetail fixture for Op 2 where you need full 5-axis access.
Dovetail Advantages
- Low profile. Nothing sticks above the part.
- Strong clamping. The taper provides excellent pull-down force.
- Repeatable. Same dovetail, same location, every time.
- Works with zero-point systems for fast changeover.
Expanding Mandrels
If your part has a bore, an expanding mandrel is ideal. The mandrel fits inside the hole. When you tighten it, the mandrel expands and grips the bore walls from the inside.
This gives you full 360-degree access to the outside of the part. No clamps, no jaws, no obstructions.
When to Use Expanding Mandrels
- Round parts with bores, Rings, flanges, hubs and housings.
- Parts needing OD machining, Turn the outside while holding the inside.
- Thin-wall cylinders, The mandrel supports the wall from the inside, preventing distortion.
The bore must be machined to a tight tolerance before using a mandrel. If the bore is out of round or oversized, the mandrel will not grip evenly. Aim for H7 tolerance or better on the bore.
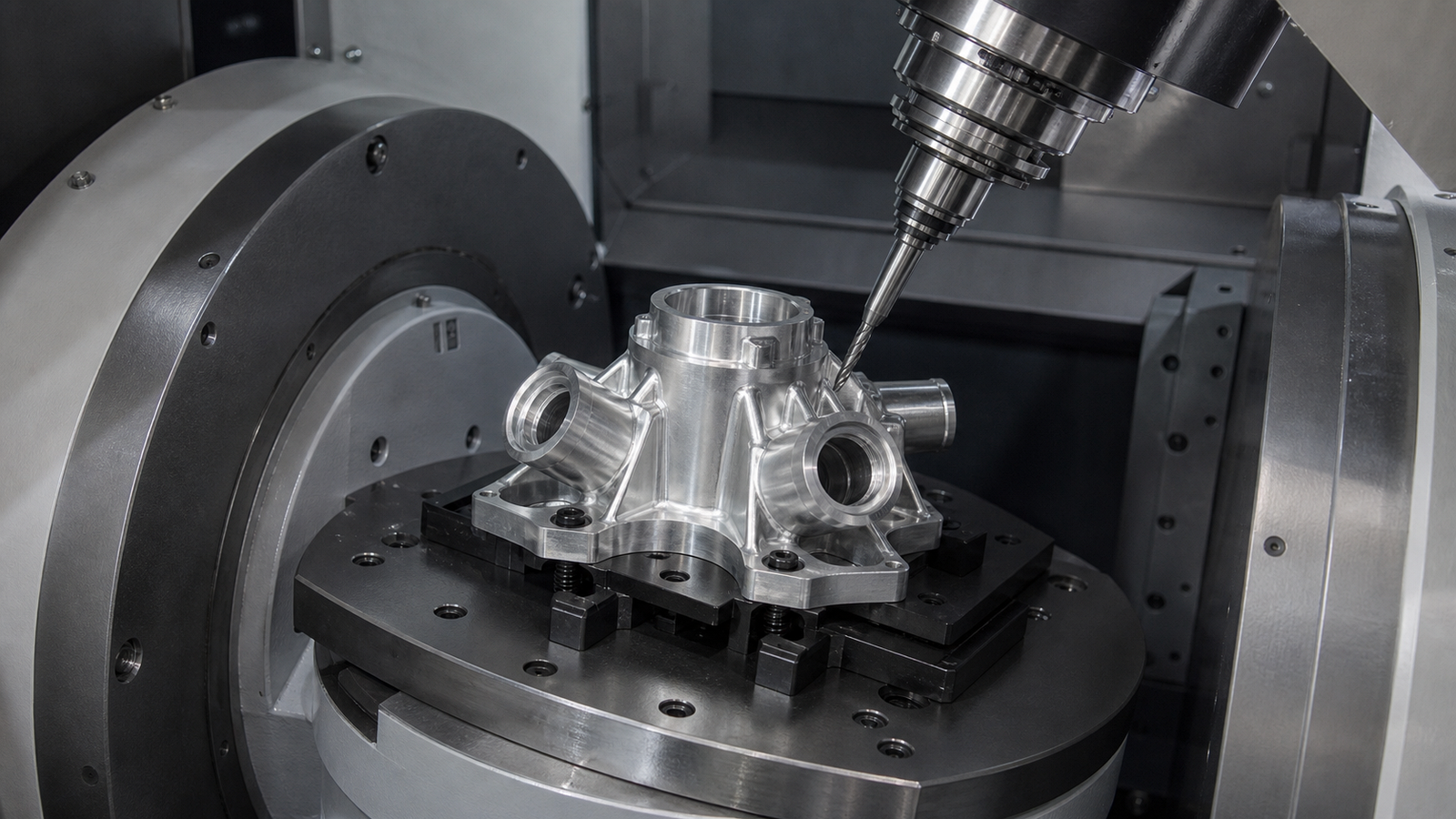
Trunnion Setups
A trunnion is a rotary table that tilts. It adds the A and B axes to a 3-axis mill, turning it into a 5-axis machine. Workholding on a trunnion requires special planning.
Key Considerations
- Table size limits part size. The part must fit within the trunnion swing diameter. Check clearance at all tilt angles.
- Centrifugal force. At high RPM, heavy parts can loosen. Use positive mechanical clamping, not just friction.
- Keep it low. Tall parts on a trunnion increase the swing radius. This limits tilt angles and risks crashes.
- Balance matters. Offset weight on a trunnion causes vibration. Center the part on the rotary axis.
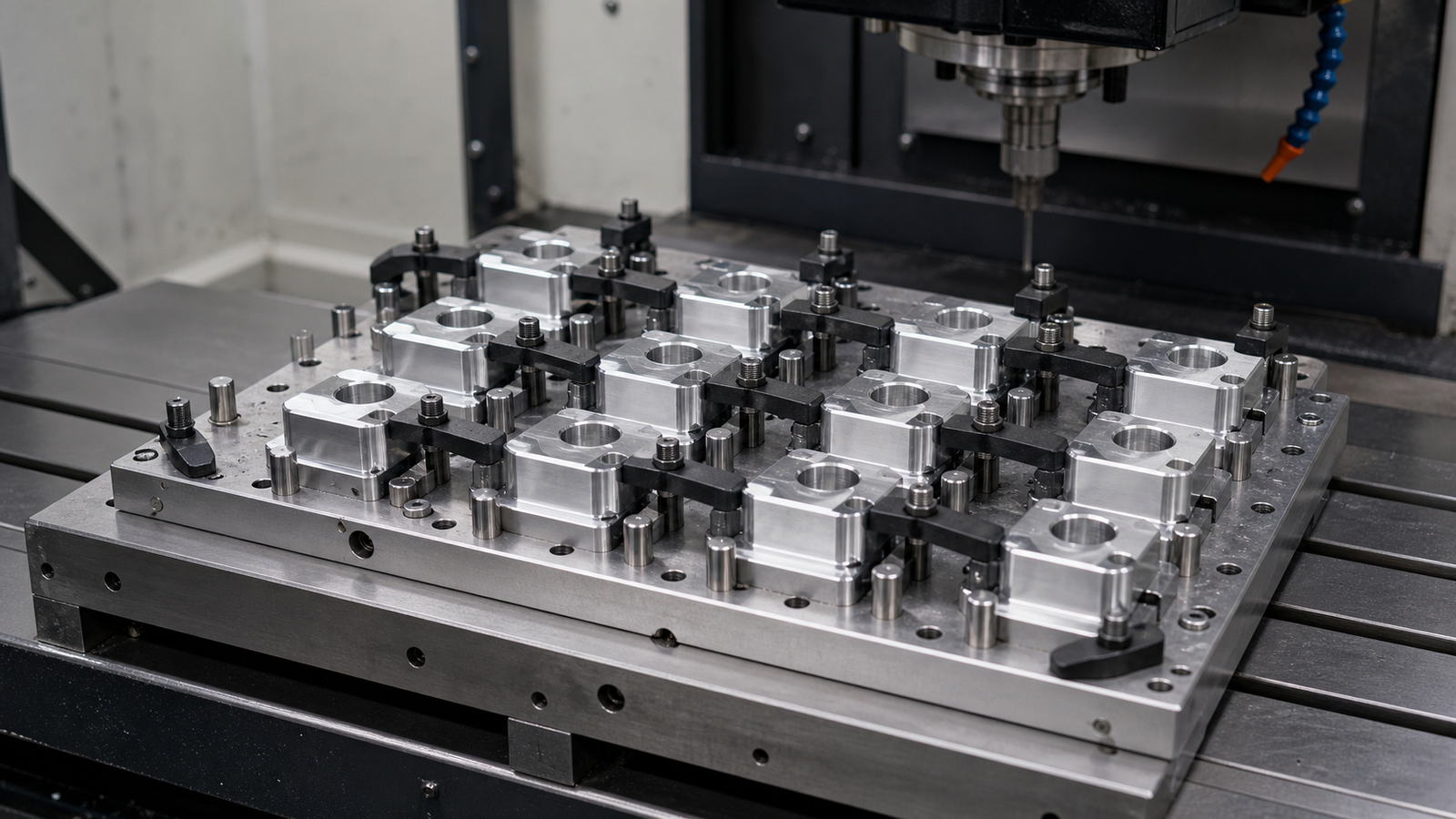
Trunnion Fixture Types
- Direct bolt-on, Bolt the part to the trunnion face plate using threaded holes in the part.
- Dovetail on trunnion, Mount a dovetail fixture to the trunnion. Best of both worlds.
- Chuck on trunnion, Mount a 3-jaw or 4-jaw chuck for round parts. Common in aerospace.
- Custom fixture plate, A dedicated plate with locating pins and clamps for your specific part.
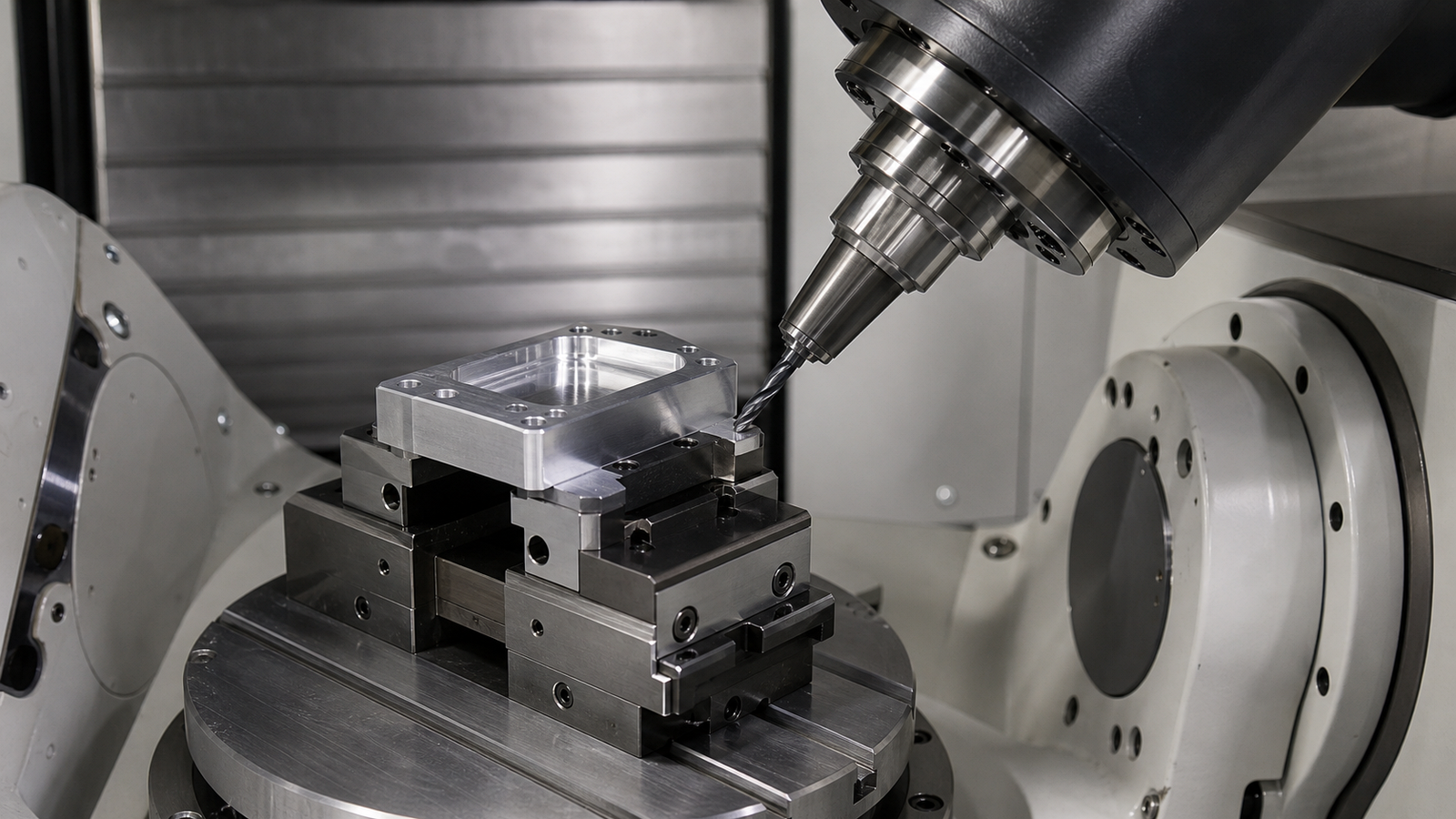
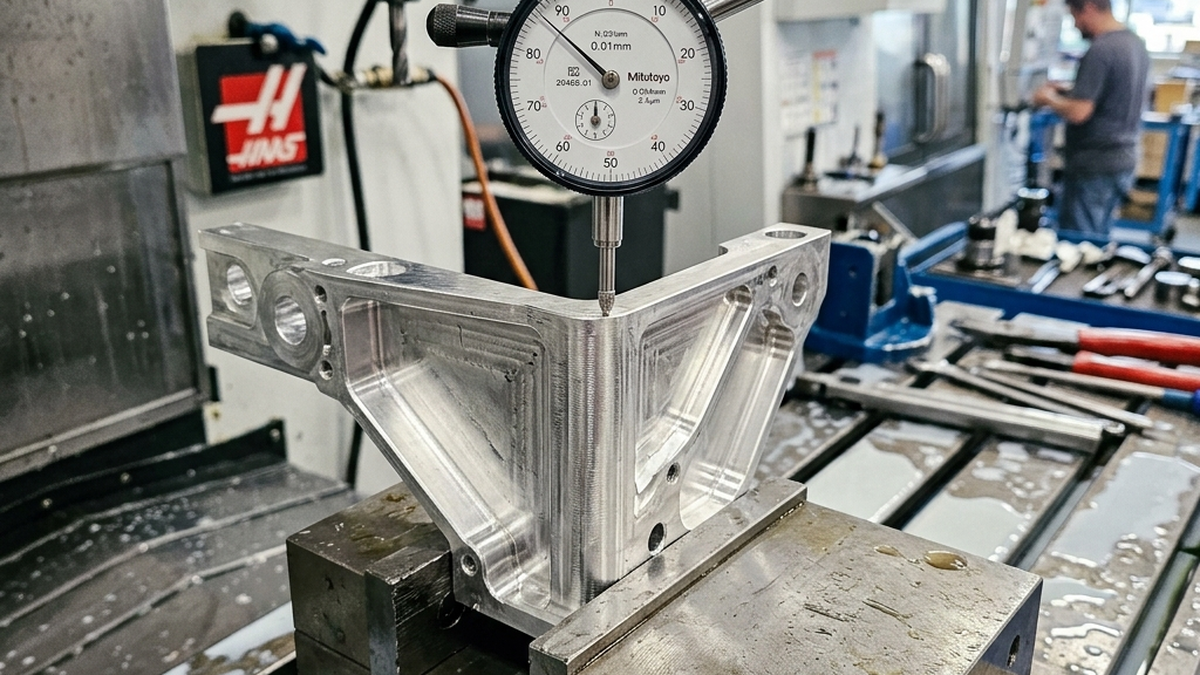
Clearance Planning
Clearance is the number one concern in 5-axis workholding. Crashes are expensive. They break tools, damage spindles and scrap parts.
| Collision Risk | Cause | Prevention |
|---|---|---|
| Tool vs. fixture | Fixture too tall or too wide | Use low-profile fixtures. Keep height under 2 in above table. |
| Holder vs. part | Tool holder hits part at steep angles | Use slim tool holders. Shrink-fit or ER collet preferred. |
| Spindle vs. table | Table tilts into spindle nose | Set software limits. Simulate full range before cutting. |
| Tool vs. clamp | Clamp bolt or toe clamp in tool path | Move clamps below cutting zone. Use internal clamping. |
| Part vs. table | Part extends past table edge at tilt | Center part on rotary axis. Check swing at max tilt. |
Run a full collision check in your CAM software before cutting. Model the fixture, clamps, table, spindle and tool holder. Check every angle the machine will reach. Five minutes of simulation can save thousands in crash repairs.

5-Axis Workholding Methods Compared
| Method | Best For | Access | Setup Speed | Cost |
|---|---|---|---|---|
| Dovetail fixture | Prismatic parts | 5 sides | Fast | $200 - $800 |
| Expanding mandrel | Parts with bores | 360° OD | Fast | $300 - $1,500 |
| Trunnion chuck | Round parts | 5 sides | Medium | $1,000 - $3,000 |
| Custom fixture | Complex shapes | 5 sides | Fast (after build) | $500 - $5,000 |
| Low-profile vise | Simple parts | 3 - 4 sides | Fast | $500 - $2,000 |
Need 5-axis parts machined right? Upload your CAD file and we will recommend the best workholding strategy for your geometry.