Why Electric Vehicles Need CNC Machining
EVs are different from gas-powered cars. The drivetrain is simpler, but the parts need more precision. Motors spin at 20,000+ RPM. Batteries must stay cool. Every gram of weight affects range.
CNC machining gives EV builders exact control over tolerances, surface finish and material selection. That matters when you are managing heat, sealing fluids and keeping weight low.
Battery Enclosures and Trays
The battery pack is the heaviest and most expensive part of any EV. The enclosure protects it. It must be strong, light and sealed against water and dust.
Most battery trays are machined from 6061-T6 aluminum. The material is light, corrosion resistant and easy to machine. CNC creates precise mounting features, O-ring grooves and cooling channels in a single setup.
Key Features
- O-ring grooves, must be smooth and consistent for IP67 sealing
- Mounting points, threaded inserts or tapped holes for module attachment
- Cooling channels, integrated into the base plate for thermal contact
- Flat sealing surfaces, flatness within 0.002 inch for gasket seal
Design O-ring grooves to AS568 standard dimensions. This lets you use off-the-shelf O-rings instead of custom seals. It saves cost and reduces lead time.
Motor Housings
EV motors run hot and fast. The housing must hold the stator in perfect alignment with the rotor. It also needs to move heat away from the windings.
Motor housings are typically aluminum. Some high-performance designs use aluminum with integrated cooling jackets. The cooling fluid circulates through channels machined into the housing walls.
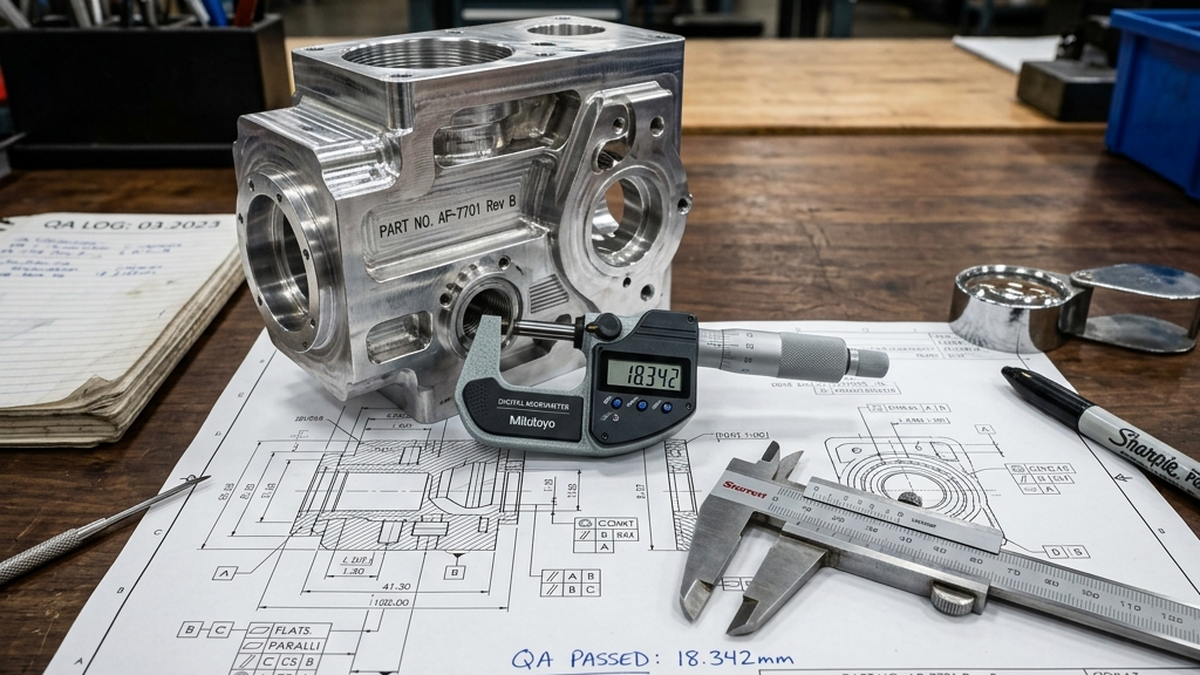
Critical Dimensions
- Stator bore, H7 tolerance for interference or transition fit
- Bearing pockets, ±0.0005 inch for shaft alignment
- End face flatness, within 0.001 inch for proper end bell mating
- Cooling jacket channels, consistent depth for even flow
Cooling Plates and Cold Plates
Cooling plates sit under battery cells or power electronics. They pull heat away through liquid channels. The channels must have consistent wall thickness for even cooling.
Most cooling plates are made in two halves. Each half is CNC machined with channels. The halves are then joined by friction stir welding or vacuum brazing. The result is a sealed plate with internal flow paths.
| Component | Material | Key Tolerance | Surface Finish |
|---|---|---|---|
| Battery Tray | 6061-T6 Al | Flatness 0.002" | 63 Ra |
| Motor Housing | 6061/A356 Al | Bore H7 | 32 Ra (bore) |
| Cooling Plate | 6061-T6 Al | Channel depth ±0.005" | 63 Ra |
| Inverter Housing | 6061-T6 Al | Flatness 0.001" | 32 Ra (sealing) |
| Chassis Bracket | 7075-T6 Al | ±0.005" | 125 Ra |
| Bus Bar | C110 Copper | ±0.003" | 32 Ra |
Materials for EV Components
Weight drives most material decisions in EVs. Every kilogram you save adds range. Aluminum dominates, but copper and steel play supporting roles.
Aluminum (6061-T6)
The workhorse of EV machining. Used for housings, enclosures, brackets and heat sinks. It machines fast, costs less than alternatives and conducts heat well.
Aluminum (7075-T6)
Used for structural parts that see higher loads. Suspension brackets, subframe components and motor mounts often use 7075. It is 40% stronger than 6061 at the same weight.
Copper (C110, C101)
Used for bus bars, terminal blocks and high-current connections. Copper conducts electricity better than any other affordable metal. C101 (OFHC) is used for the highest conductivity.
Steel (4140, 4340)
Used for gears, shafts and high-load fasteners. Steel is heavier than aluminum, so it is only used where strength demands it. Heat-treated 4340 handles the highest loads.
Aluminum and copper in direct contact will corrode. Use an insulating barrier or coating between copper bus bars and aluminum housings. This is a common mistake in EV designs.
Thermal Management Design
Heat is the biggest challenge in EVs. Batteries lose capacity when hot. Motors lose efficiency. Power electronics can fail. Every major system needs active cooling.
CNC machining supports thermal management in several ways.
- Integrated cooling channels machined directly into housings
- Fin arrays on heat sinks with precise spacing for airflow
- Flat mating surfaces for thermal interface materials (TIM)
- Press-fit heat pipes with tight bore tolerances
Surface finish matters for thermal contact. Flatter and smoother surfaces transfer heat better. Aim for 32 Ra or better on thermal mating surfaces.
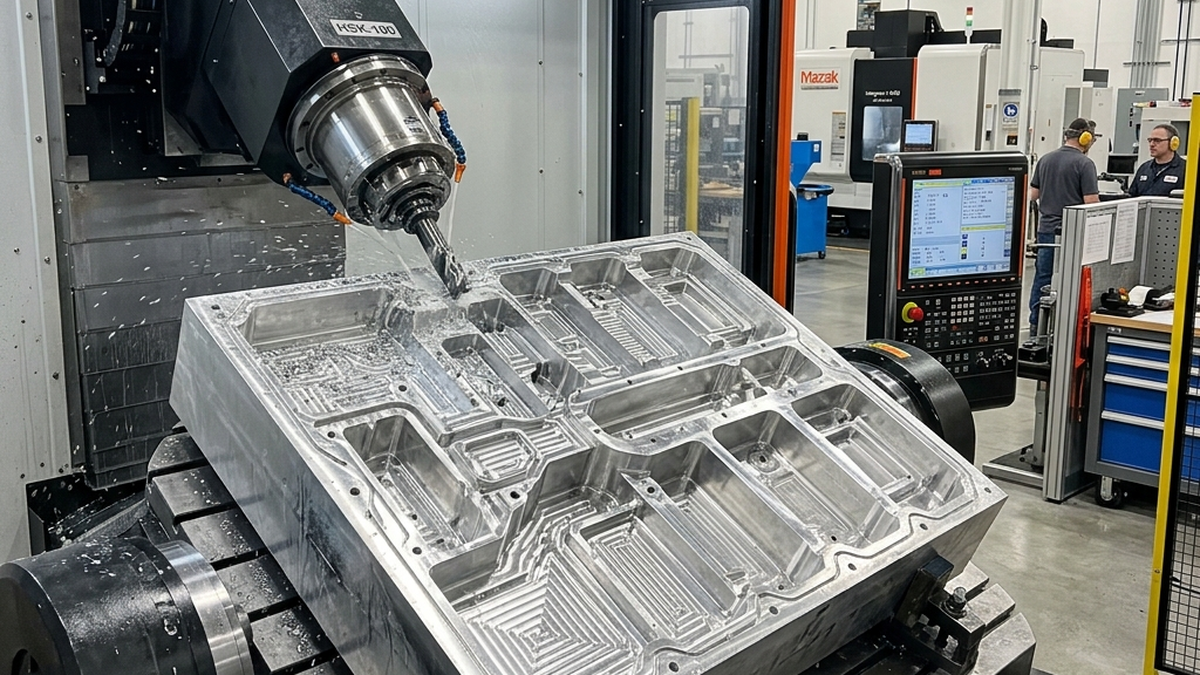
From Prototype to Production
Most EV startups start with full CNC prototypes. This lets them test fit, function and thermal performance before investing in tooling.
As volume grows, some parts move to casting with CNC finishing. The casting creates the rough shape. CNC machines the critical features. This cuts cost at high volumes while keeping precision where it counts.

Typical Volume Progression
- 1-10 units: Full CNC from billet
- 10-1,000 units: CNC from billet, optimized fixturing
- 1,000-10,000 units: Cast + CNC finish
- 10,000+ units: Die cast + CNC critical features
Building EV components? Upload your CAD file to RivCut for instant pricing on battery trays, motor housings, cooling plates and chassis parts.
Frequently Asked Questions
What materials are used for battery enclosures?
6061-T6 aluminum is the most common. It is light, corrosion resistant and machines well. Some designs use 5052 for better formability.
What tolerances do motor housings need?
Bearing bores need ±0.0005 to ±0.001 inch. Stator bores are typically H7 tolerance. Mounting faces need flatness within 0.002 inch.
How are cooling plates machined?
Two halves are CNC milled with channels. They are joined by friction stir welding or brazing. Channel depth must be consistent for even cooling.
Why is aluminum so popular in EVs?
It is one-third the weight of steel. Lighter weight means more range. It also conducts heat well and resists corrosion.
Can CNC handle EV production volumes?
Yes, for prototypes through mid-volume runs. Above 10,000 units, die casting with CNC finishing is more cost effective.